�ͺϲ��Ϙ�����՚������ܵ��������g�о�
�����ں���ij�ͺϲ����ڿ��g�I��đ�������֮��ָ�����M��՚������ܵı�Ҫ�ԡ��ښw�{����Ԙ�֬���ͺϲ�����՚����Ԇ��}�����c֮�����Ҫʹ�ͺϲ��Ϙ�������ն�С��10-3Pa �ȿ��g�h���l����©��С��10-10 Pa.m3/s�����|���pʧС��1.00%�������]�l��С��0.10%�������OӋ�������ʹ�õĸ����h����ȡϵ�y�ԵĴ�ʩ���S��IJ����x�Y���OӋ����ˇ·���OӋ����ˇ�����x��ˇ���ƴ�ʩ�����b���\ݔ���A�桢ʹ�ú;S�o���棬��Ӌ��B�˔�ʮ�l��������՚������ܵļ��g��ʩ����ͨ�^������C�˼��g��ʩ����Ч�ԡ�
�����S���ƌW���g�İlչ�������p�|���ߏ������`���OӋ���c�ďͺϲ����ں��պ��졢�����b�䡢�t�����w�����\ݔ��܊���I��õ���Խ��Խ�V���đ��á�Ȼ��������������һ�ӣ��ͺϲ���Ҳ����һЩ�����^���sҪ�����ҕ�����ܣ��Еr�@Щ��������߀������Ӱ푘���������ʹ�á����磬��՚������ܵ��ڲ��P䓡��X�Ƚ��ٲ��ϵ�ij��֬���ͺϲ��ϑ�����܉���������ϕr����3~4 K�͜ء�����ղ���ԭ���������ݗ�䡢����ݗ�ա���ύ׃����Ƭײ���ȵĿ��g�h���°l����һ̎С�Ś��©������˼��ٶȵĸ�׃���M�����������������\��܉�����ˑB�ĸ�׃��ᄳ����ش��¹ʡ����H�ϣ��^���íh���l�����̵Ŀ��g�I�ͺϲ�����՚����Ԇ��}�������������I����Ҳ�ǽ����l����ֻ��Σ���̶��pһЩ���ѣ�����б�Ҫչ�_���M������՚������ܵ��о���
��������ռ��g�W(http://smsksx.com/)�ṩ���Y�ϣ���՚����Ԇ��}��Ҫ�������ϵķŚ��©��ɴ���š�©��ĺϸ�ָ������wʹ��Ҫ�����ͬ���Ś���������l���²��ϰl�����l�����A�������ͽ�����ɣ��ڵ����ϕr����ָ����Ҫ��������ʡ�������������ɷݣ��ڿ��g�I��r�t���|���pʧ�Ϳ����]�l�ݡ�©�⼴�阋�����㲿���l���Ě��wй©������ָ����Ҫ�邀�e����©�ʻ�©�ʡ�ͨ�������g�ͺϲ��ϵ���՚�������ָ�˞飺 ����ն�С��10-3 Pa �ȿ��g�h���l���£�©��С��10-10 Pa.m3/ s�����|���pʧС��1.00% �������]�l��С��0.10%�����������ͺϲ��ϵ���՚������ܣ����ͷŚ��ʡ�©���ʼ��䎧���IJ���Ӱ푣��I����ʿ�M���˶�����о���̽�������ڲ�ͬ���ϵ���՚��ܙC����Ӱ����غ��M��ʩ����^������ƪ�������ăH�Կ��g�ß���Ԙ�֬���ͺϲ��Ϙ������о�����ϵ�y�Եؽ�B����������՚������ܵļ��g��ʩ��
1���ͺϲ�����՚����Ԇ��}�����c
�������÷����V���ğ���Ԙ�֬���ͺϲ����Ի��w��֬�������w�S����Ҫԭ�ϣ���һ����ˇ���ͺ��̻����������γɵĸ߱ȏ��߱�ģ����������՚����Ԇ��}�����������c��
����(1) ��խh���c�����ķš�©��֮�g�Ӱ푡���Օ��ӄ����Ϸš�©������ʺ�����©���Ś�Ҳ��Ӱ���խh���ī@�ã��Еr�Ś�Ҳ�����DZں��l��й©�����ס�
����(2) ©�Ś↖�}�ܵ��������ϺͽY�������칤ˇ��ʹ�íh���Ķ���Ӱ푣��@�÷dz����s����ʹ��ͬ�N���ϣ��ڽY�������칤ˇ��ʹ�íh����ͬ�r����ͬ��������ͬһ�����IJ�ͬ��λ����՚�������Ҳ����ͬ��
����(3) �����ų��Ě��w�֞��������ܚ��w���܄��]�l���w���������w���ϻ�������w����ɷְ���H2O��CO��CH4��H2��CO2 �Ⱥ������ͷ��Ӯa�����H2O�ĺ�����ࡣ�Ś�����ژ��������ڃȵIJ�ͬ�A�β��Բ�ͬڅ��˥׃�Ͳ��ӣ����w�Ͽ����|���pʧ����һ���l�����S�r�gڅ��ͣ�δ���ռ��Ŀ����]�l��Ҳ�������������Ⱦ��
����(4) �����Ȳ����a����϶�����ɡ��Ѽy�͊A�s��ȱ�ݣ�ȱ��̎�װl�����wй©���Еr��߀����h���l��׃�����l����©����©����r��
������՚����Ԇ��}�ď��s��ʹ�Æ�һ�ļ��g��ʩ�y�ԏص��M�н�Q�������������P�īI�����g�ͺϲ��ϵ���՚������ܣ���Ҫ���OӋ�������ʹ�õĸ����h����ȡ��ʩ�M��ϵ�y�Ե�������ͨ�����ڑ��õ���ʽ�aƷǰ��Ҫ���y����┵��������z©,�_������՚��������Ƿ�M���OӋҪ���õ����g�I��ǰ߀Ҫ����ε���ģ�Mԇ���C�Ϳ��g�w�п��ˡ�
2����՚������ܵ��������g
�����������g��ʩ���ڷŚ��©��İl���C����؞���aƷ�OӋ����ˇ�OӋ��ʹ�þS�o�������^�̣����A����p�ُͺϲ��Ϙ�������՚����Ԇ��}��
2.1���aƷ�OӋ
�������^�ϣ��]�н^��������ܵIJ��ϣ��OӋ�r���ԝM��ʹ��Ҫ���˜ʣ�����՚�������ָ���O���ں����ķ�����ͨ�������������wϵ���x��ͽY���OӋ��
2.1.1�������wϵ���x��
�����ͺϲ��ϵ�ԭ���ϰ������w��֬�������w�S�����ϡ��������zճ���ȡ����õĻ��w��֬�в�;������h������ȩ���p�R�������������������ȣ������w�S�в����w�S��̼�w�S�����]�w�S������r�w�S��PBO�w�S�ȣ������в����顢�X�ۡ�̼���}�������f������^�ȣ�������ż�������݄��ȣ��zճ���t�֞��ЙC���o�C�ɴ���x��r��ע�������c��
����(1) ��֬�wϵ������֬���̻��������l���ȣ��x��r��ע�⣺ һ�ǃ����x��o�܄���֬�wϵ���p���܄���Ӱ�; ���ǘ�֬�wϵ�������^�͵�ճ�ȣ����ښ��w���ų�; ���ǘ�֬�wϵ�̻���͑���ӳɾۺ��,���γ��^�W�I�ܵĸ��ܶȷ��ӽY�����^������С���Ӛ��w�a��^�ٚ������Թ��܈F; ���ǘ�֬�wϵ���̻�����^�͵�������; ���ǹ̻���Ę�֬������ϻ��Թ��܈F���^�٣��^�y�ٴΰl�����W����; ���ǘ�֬��ע�w�������^�õ��g�ԣ��Ԝp����Ʒ׃�λ��w�S���摪���Ɖģ��������L�ʳ���5% ���Ϟ��ˡ������P��Ʒ��ʹ�ýY������������֬�͟����Ԙ�֬����՚��������������ڳ��õķ�ȩ���h������;������֬��
����(2) �����w�S�����w�S�ı������^�װl�����w�������B��й©�ą^���x��r��ע�⣺ һ�Ǒ����x������Ժá���TEX ������ģ����ֱ���^�֡�����Ûϵ���͵Ķ����w�S���B�m����o��������w�S�Լ�����^���Ŀ���; �����w�S����Ķ����s�|��ȱ�ݑ������������������������c���Է��Ӱl������;���Ǒ����ú��m�ķ�ʽ���w�S�M�б���̎�����ԫ@�Ï����g�Ľ���ӣ��Ԝp��ijЩ�h���½���p��������Ӱ�; �����w�S�����к͘�֬��ӽ��Ĕ������L�ʣ��Ԝp�ٲ��ϲ�ͬ��׃�Εr����ēp�ġ������������w�S�����ďͺϲ�����՚������������á�
����(3) �������ϵ�ʹ�ÿ�ʹ�����@��ƽ���❍�ı��档�x��r�������]���ϵ����γߴ硢���ӱ�����������Լ����ژ�֬�wϵ�еķ�ɢ�ԣ���Ҫ�r�����M�б���̎����
����(4) �����m��������ʹ�ÿɸ��Ƙ�֬�zҺ�Ĺ�ˇ�ԣ�߀����ߘ��������̶ܳȡ��@����飺 ż���ķ���會ɶ˿ɷքe�c�w�S�͘�֬�l�����W����,�Ķ�����w�S�͘�֬����֮�g�Y�������p�كȲ��Y����ȱ��; ���݄��ɿ��������zҺ�еĚ��ݲ��������ݵĮa�����Ķ��p�٘����Ȳ���϶ȱ�ݵijߴ�͔������x��r�������]�����c��֬���w�S�g�ķ������ԣ�����o������������Ӱ푡�
����(5) �zճ�������㲿��֮�g���z���b�䡣���M���x����Џ��ȸߡ��g�Ժá���ˇ�Ժá��o���w�̻��a��z����ճ����ʵ͵��zճ������ͨ�^���m�ı���̎����Ϳ����ˇ�@�����ܵ��z�ӡ����磬ij��̖Ş�ò������ö��������c�ͺϲ��Ϙ����z�ӵĽY�����x��ij���a�p�M���zճ�������÷ִ�Ϳ�z�ͳ��ˇ���z�Ӻ��z�ӵĺ���©��С��2.0 ×10-8 Pa.m3/s��
2.1.2���Y���OӋ
�����OӋ�r���C�Ͽ��]�d�ɗl�����������ܡ��h������ˇ�ֶΡ��\ݔ���b���z�yԇ���S�o��������ʹ�ù��r���ɱ������أ��ȱ��C�����ܰ�ȫ�ɿ�ʹ�ã��ֿ��l�]���p�|���ߏ������OӋ�ă��ݡ��ڎνY���OӋ���棬Ҫ�eע�������c��
����(1)������F�ں��^���ͺ�Ȳ������Ե��OӋ��������Y���a���������M�����±�����a���Ѽy��ʹ�ֲ��Ѽy�Uչ��©�ף�����OӋ�r�eע��Y���ΑB����ϳߴ��Ƿ������һ��ں�С��1 mm���������D��̎�돽�˴���2.5 mm����׃�����˴���50%��
����(2)�����ڱں������OӋ��ͨ�ס�ͨ���OӋ�Ɖ���ԭ�������������Ҫͨ�^������ܷⷽʽ�M���ܷ⣬�@�����ӱ���©����L�U���OӋͨ�וr,߀��ע��ͨ���Π�ߴ硢�g�ࡢ߅��ȅ������OӋ,��ֹ�ױں���߅���F�p�����γ�©�ס�
����(3)�m�����Ӽӏ���/ �ߡ��ڱں��^������������e�^���ҳ����d���^��r���ӏ���/�߿���߽Y���ķ����ԣ��p�ّ�����׃�κ��Ɖģ��M�����ͱ���©����L�U����/ �ߑ������ΰ��������ࡢ��ɢ����߅��̎�A���^�ɞ��ˡ�ͨ�����^�ɈA�Ǒ�����R1��
����(4) ģ�߳������ϑ��OӋ���m��Óģб�ȡ����̻��տs�����Ώ��s�����ͱ����^С�����a����Ę������m��б�ȿɽ���Óģ�y�ȣ��p�ٳ��ͱ����׃�κ͓p����������p������ɚ��wй©��һ�㣬Óģб�Ȳ���С��0.5�档
����(5) �A��Ƕ��������Ҫ��Ƕ������ߘ����ijߴ緀���Ժ�ijЩ���ܣ�߀�ɽo�Cе�B���ṩ����,����Y�Ͻ���̎�a�������Ɖġ�������؞����©�ס�������OӋ�r���xȡ���m�IJ��|���M�б���̎����������Ƕ�������������ȵďͺϲ��όӡ�ͨ�������όӺ�ȑ�����Ƕ��ֱ����3/4������1.5 mm �����ϡ�
2.2����ˇ�OӋ
����ָ��Ҫ������a�ٶ���������ϸ�aƷ����ȡ�ĵͳɱ��������ֶκͿ��ƴ�ʩ�����w������ˇ·�����OӋ����ˇ�������x���ˇ���ƴ�ʩ���OӋ�r���������x��Y������һ�w�������OӋ�����Լ���N��ˇ�ͺϺ��γɵ��¹�ˇ�����OӋ��ʹ���ϡ��Y��������Ę���ͬ�r���и����ܡ���ܺ߿ɿ��ԡ��¹�ˇ�t���еͳɱ�����Ч�ʵ����c�����m�������������a����Ҫ��
2.2.1����ˇ·�����OӋ
���������������ź������o���������^�̚��w�ļ��r�ų���������g���r�g�^�L���Ԝp�ٚ��w����������W�����İl�����_���aƷ�����a�^�̿ɿء�
2.2.2����ˇ�������x��
���������x����Щ�ɜp�٘����γɿ�϶���ӡ��Ѽyȱ�ݣ���Ⱦ�͓p�����M�����☋���l��й©�ij��͡��̻����C�ӹ����z�Ӻͱ���Ϳ�ӵȹ�ˇ������
����(1) ����ˇ�������x���w�S�w�e�����^�͡����m�����͉����Ĺ�ˇ����������RTM ���͡��w�S�p�@���͡�䁌ӳ��͡�ģ�����͵ȡ����͕rҪ�M�����⎧����w�����ѹ������ë���еĚ��w��Ҫ���m���Ĺ��r�ų���
����(2) �̻���ˇ�������x����Щ�ɳ���ճ��⼰����ʩ���ⲿ�����Ĺ̻���ˇ���磺 ģ����Һ�������ቺ���Լ�����չ̻��ȡ�
����(3) �C�ӹ���ˇ���õ���܇�����@�ס���С��M����ĥ�������⡢ˮ�и����ͣ��������x���B���������ӹ��������Ĕ����O�䣬���C�ӹ��й����İ�ȫ��������ɮaƷ�p�����o��՚����������[����
����(4) �z�ӹ�ˇ�����zճ���x���A�b�䡢����̎�����z���b�䡢�̻������������ȹ�����ݡ��������x��Ś��ʵ͵ğo�C�zճ���������z�Ӻ͙Cе�B�ӵĻ���B�ӷ�ʽ�����Эh�����ơ�����̎����Ó�ݿ��ƴ�ʩ��
����(5) ����Ϳ�ӳ��õ���ģ��Ϳ�ӡ�������e�����ᇊͿ�����懊Ϳ����ͣ����x��Ś��ʵ͵�Ϳ��,�б���̎����Ϳ�ӱ��o���ƴ�ʩ��
2.2.3����ˇ���ƴ�ʩ���OӋ
����ָ���ˌ��F���͡��̻����C�ӹ����z�ӡ�Ϳ�ӵ������^���еĹ��������|��ָ�ˣ��p�ٿ�϶���A�s���ӡ��Ѽy�ȸ��ȱ�ݣ�����o�����Ě��ܰ�ȫ�����[������ɘ����Ɖ��γ�й©������ע��IJ��������͑���ȡ�Ŀ��ƴ�ʩ��
2.2.3.1������ˇ���ƴ�ʩ
����(1) �h���Ŀ��ư������h���ضȡ�������ȡ������ȡ����ա�ͨ�L�ȅ����Ŀ��ơ���Ҫ�M�Эh�����ƵĹ������A�����������p�@���z�ӵȡ�ͨ�^���ƿ��Ԝp�ٌ����w��ˮ�ֺͷۉm�����������☋���Ȯa����϶���Ѽy�͊A�s��һ���Ԝض�15~ 25 �� ���������[60%��������105 �������M���L�b�ò��ɓQ����ˡ�
����(2) ����̎��ָ���������c��֮֬�g��ճ�Y�����p�٘����Ȳ����F�Ӷ��M�е��w�S���A�Ӻ�Ƕ������̎�������w�����У� ��ϴ�����g����������֦���w�S̎�����Լ���ɰ������ꖘO�������W̎����늕�̎����Ƕ���͊A�ӵ�̎�����x��r��ע��̎�������c���|��͵�ƥ�䣬�����ƺ�̎����ˇ������
����(3) �A�������������o�������A��������A���ϵ������������r�����ƺ�չ�����ȡ��w�S��������֬ճ�ȡ����n�r�g�ȹ�ˇ���������C�A���ϵĘ�֬����ָ�˴���35%���]�l��ָ��С��5% ������r�������ܷ⣬���������^��ĭh�����w��ˮ�֡�
����(4) �����^�̣��zҺ�������ƺɲ�ȡ�����10 min ���ϻ�����0.5% ~ 1.5% ���݄����Գ�ȥ��֬�zҺ�еĚ��ݡ�RTM ���Ͳ��ÙCе���ֹ������ķ�ʽ�����w�S�A�����w�r����Ҫ�����w�S�ć��ش�Ӻ;o�ܶѷe����r�������w�S��/ ��֮�g�����m����϶���������_���͵������w�ӣ����M��ʹ�w�S�ķ����c��֬��������ͬ�����ڛ]���ⲿ�Ӊ�����ע���^����,�ɽY��ʹ��ע�䉺���ͳ�����ֶΡ���O�����W�����͘�֬ճ�ȡ����L���n�r�g�����C�w�S�����͚��w�ų���Ч�����p�@���͝��p�@�rͨ�^��Ƭ�����p�@�ٶȡ��p�@�����Լ��z�����zҺ�ܶȺ���ȵȵĿ��Ɓ��@�����ܵ���Ʒ���ɷ��p�@�r�t��Ҫ�����͜ضȺ͉��������M�п��ƣ�����ȡ�ɷ�䁌Ӻ͝��p�@��Y�ϵĻ�Ϲ�ˇ�r�����c�����ͺ���M�п���,��Ҫ�r߀����ȡ�ִ��p�@��
����䁌ӳ��ͳ��͕r���������w�S�����c��ȷ���ƽ�У��p���w�S���ۺͼܘ�Ҫ�r��ͨ�^������A�����뉺�ȷ�ʽ�ų�������Ě��w��ʹ䁌�ƽ�������������Зl�������M���ܲ���Ӌ��C���Ƶ��Ԅ�䁌Ӽ��g������y���ֹ�䁌ӣ����䁌��|�����䷀���ԡ�
����ģ�����ͳ��˿��ƺÜضȺ͉����ɂ���Ҫ��ˇ������߀�����ƺ����ϵ��A�ᡢ�b�ϡ��Ś�Ȳ������������պüӉ��r�C��ʹ���������zǰ�M���ܵس�M����ģǻ���ų������е��܄����w���՚⼰�������w���Зl���r�������ھ��z�y�͉����Ԅ��a�o���g��ߌ�ģ���^�̵ıO�y�Ϳ������ȡ�
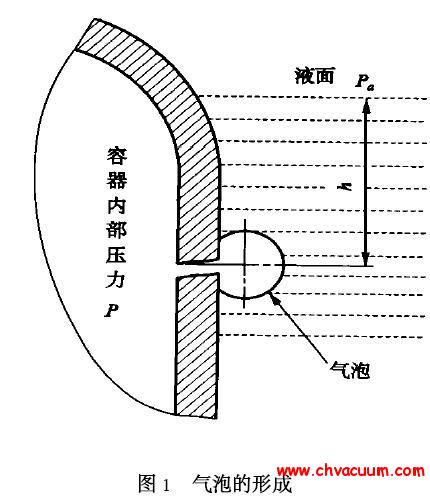
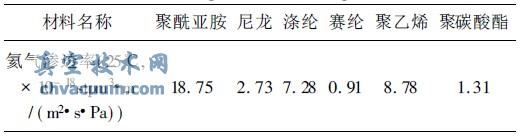
�����Ȳ�����ӵ���Oָ���p�@��䁌ӵȳ����^���У���ָ����λ�ĽY���Ȳ���O�͝B�ʵ�����Ӂ���߱������՚����ԡ����õ�������У�������������������]��ِ�]������ϩ����̼������Ĥ(�����ϵĺ���©�ʔ������1 ��ʾ) �Լ����ٲ�Ƭ��Ҳ�в����ڜ�]����僽���Ĥ���ڽ��ٻ����ϳ��eTiN ��BN ��Ĥ�ķ�����ȡ�ďͺ��������,߀�Ќ������{���Ĵ���ʯ���������X�ȷ�ĩ�{���֬�ķ�ʽ�ڃȲ�ij̎�γɵ����܌ӡ���Oǰ��������Ӳ����M�б���̎����
��1 ���N���ϵĺ���©��
����(5) �w�S�w�e����ָ�˵Ŀ���
������խh���£��w�S�ķŚ��ʵ��ژ�֬���T�w�ķŚ��ʣ����w�S�w�e����Խ�ߣ��ͺϲ��Ͼ�Խ���a�����ɡ��Ӻ��Ѽyȱ�ݣ�©��Ŀ�����Ҳ��Խ�������w�S�w�e����������50% ~ 65% �r���^�õؼ����՚������ܺ����W���ܡ�
����(6) Óģ����Ӱ�
�����Ѓȡ���Óģ��֮�֣���Ҫ��Ӳ֬���\���V���X�Ƚ����}�Լ��^����ϩ������ϩ����ʯϞ�������w�S�ء����������͵ȡ���ʹ�Õr���M�����ù��Óģ������������B����Ʒ������Ѽy������Óģ��������Ʒ�����Óģ���ӑ�ͨ�^�����ĥ���܄���ϴ�ȷ�ʽȥ����
2.2.3.2���̻���ˇ���ƴ�ʩ
����ָͨ�^���ضȡ�������������նȵȅ����Ŀ��ƣ�ʹ��֬�_��Ҫ��Ĺ̻��̶ȡ�
����(1) �ض���Ҫָ�������������Լ����ؕr�g�ą������ơ�ͨ������ģ�ߜضȞ�ʣ�����������������0.3~ 1.5 ��/min��̫���̫��������ɘ�֬�������������ų����M���a���̻����������γ����ɺ��Ѽyȱ�ݡ����⣬�O�䑪�������ľ��ȣ��ضȲ��ӶȲ����� 1 �� ���t�Ȝز������2 �� ��
����(2) ������Ҫָ�����������ʡ������r�g��������С�ȅ����ͼӉ��r�C�Ŀ��ƣ����мӉ��r�C���o���e��ע�⡣�Ӊ��^�磬����ɘ�֬�^����ʧ���γɃȲ�ȱ�z������; �Ӊ��^�t�������y��ʹ�������z�Ę�֬���ӣ�����ɃȲ��Ѽy�����ɺͿ�϶��ͨ��,�Ӊ��r�C���xȡ�����飺 ģ����ˇ���֬�_ʼ���z֮�r���ቺ��Һ������ˇ��ͨ�^�ض�( ��DSC ��DDA �y�������z�ض�) ָʾ���Д࣬���߸�����֬���w�]�l�V���xȡ�ښ��w���Үa��֮ǰ��
����(3) ������ն�ָ��մ�����w�����c��≺֮�g�IJ�ֵ������Փ�O�ޞ�- 0.1 MPa���ڹ̻���ˇ�г��͜ضȡ����������fͬ���ơ�����տɉ�����մ���δ�̻�����Ʒ��Ҳ�ɳ�����ȵ��܄����w�������������w�Լ������a���Ě��w��������նȑ��������w�]�l�V���O����ͨ����B �A�Μض�ǰ�˞�- 0.080~ - 0.060 MPa��C �A�μ�ȫ��ǰ��С��-0.097MPa�����z�ضȺ��˴���- 0.080MPa��
����(4) ��մ������������r��ͨ�^�m��������Ӻ͚��T�씵������߳����Ч�����Ӻ�Ⱥ͚��T�씵���Ա��C���Ț��w��ȡ·���ĕ�ͨ����ʹ��ؓ�≺��ȫ��������ë�����ˣ����☋���Ȳ��γɿ�϶�����ɡ���������ģ�����_�O���T�찲�b�ף���ë�����������p�@�K�Κӣ������ӳ����Ч����
����(5) ��̎����ָ��Óģ���ë��ͨ�^�ݶȼӟ�������Ȳ���������ߘ�֬�����̶ȵķ�����̎��r������ضȵļ����������Ҡt�Ȝز�˴���3 �� ��
����(6) �̻���ָ��֬�Ĺ̻������̶ȡ��̻����^�ͣ��^��Ě�����Ի��F���ں��m���������Ә����ķŚ��ʣ���������ӱں�й©���L�U���̻����^�ߣ����Ę�֬�������M���ϻ��A�Σ�ʹ�É�����˶����s�̡�ͨ�����̻����˿�����90%~95%��
����(7) ��϶��ָ�����Ȳ��Ŀ�϶����������϶���������������܄����w�ų����M��ɣ���ͨ�^�O���O�䌦���w�ų��^���M���ھ��O�y��Ҳ��ͨ�^�{�����칤ˇ�����p���京���������п�϶�Ĕ�������С���ó������侀�ȟo�p�z�y�ֶ��M�ж����Єe��Ҳ��ͨ�^�@�R�������yԇ��߀��ͨ�^�yԇ�ܶȡ���֬�������w�S�w�e�����Ȕ�����Q�����϶������ͨ������϶�ʑ���2%���¡�
2.2.3.3���C�ӹ���ˇ���ƴ�ʩ
�����ӹ��r�����ƺ����ׂ����棬�����γ���Ⱦ�͓p����
����(1) �x���Ժõ��J��̼���ﵶ���M�ЙC�ӹ�����۾�����ʯ������Ҫ�r߀�������]�l�Ժõ��ЙC�܄��M����s��
����(2) �ƶ����m�Ĺ�ˇ���������M�o�����D�ٵȡ��M�o���m�˿�����0.05- 0.15 mm���D�ٿ�����200r/min ���ϣ���㊕r�t��������400 r/min ���ϡ�
����(3) ���÷��o��ʩ������p������Ⱦ���磺 �@�וr�����ڼӹ�����|һ�K���o�壬�����߅���ӻ��_��; �bж�Ͱ��\�r�����Ý������ϱ�Ĥ�������b���b���\ݔ��
����(4) ʹ�ӹ����������^�õı���ֲڶȣ��pС�������w������������ͨ��Ra<3.2 um��
����(5) �ӹ��^���Б��ó��m���L�b�ü��r��ȡ�ۉm����sҺ���w��
2.2.3.4���z�ӹ�ˇ���ƴ�ʩ
��������ռ��g�W(http://smsksx.com/)�ṩ���īI���ЙC�zճ���������ձ�Ƚ��١��մɡ������ȟo�C���ϸ�2 ��������������ڸ���խh���й����ďͺϲ��Ϙ��������ϑ��M�������z�ӹ�ˇ��ʹ���z�ӹ�ˇ�r�����ƺ������c��
����(1) �����x���g�Ժá������ʵ͵�Һ�B�zճ����
����(2) �z�ӭh���Ĝضȡ�������ȡ������ȵȑ��M��ʹ��Ҫ��ͨ�����ضȞ�5~30 �� ���������<65%��������105 ����
����(3) �z�Ӳ�λ���OӋ�������坍���z©�����a,�z���g϶���OӋ��0.1~ 0.2 mm��
����(4) �z�Ӆ^�p���������z�ӱ�ӵ��w�S�����c��Ʒ���d����һ�¡�
����(5) �z���摪�M�дֻ���̎������ϴ���z�ӕr��Ϳ�z2 �����ϣ������r��ȥ�zҺ�й���Ě��w��
����(6) ���볬����X �侀���ֲ����|�V�z©�ȟo�p�z�y�ֶμ��r�_���z�����Ƿ��ЃȲ���϶��ȱ�ݼ�©�ף�����ģ�M�ĘO��ʹ�×l���z�y�z�Ӆ^���Ƿ���F�p�Ļ�й©��
2.2.3.5��Ϳ�ӹ�ˇ���ƴ�ʩ
����ָͨ�^Ϳ/僵ķ�ʽ����Ʒ�������Ĥ�����M�з��o̎�������γ�һ���ﻯ���ܷ������g�����ܡ��ͷŚ��ʵķ��o�ӣ����z�Bʯī����Ϳ�ϡ���������ϩ֬Ϳ�ӵȣ��Ԝp�ُͺϲ��Ϙ����ķŚ⡣�����ƺ������c��
����(1) �����x���Խ����I�W�I�ȸ߃r�I�ܽY�ϵ�Ϳ�Ӳ��ϣ�������XĤ����̼�Ϳ�ӵȣ����������^�͵ķŚ��ʺ����ʡ�
����(2) ���ı��摪���^������ϴ�ͻ̎������Ҫ�r��������c����֮�g�������g���^�Ɍӡ�
����(3) ���ƺ�Ϳ�ӵĹ�ˇ�����ͳ��e���ʣ��ԫ@������Ϳ�ӡ�
����(4) ���ֹ��������Ϳ������坍��
����(5) ������ɵĘ��������ڸߜ���պ濾��͜رڰ������M�к��|�V���w�z©���z�ϸ�������խh������������ϴ���档
2.2.3.6���^���|�����ƴ�ʩ
������������z�S�tԇ�����ܜyԇ���o�p�z�y�ͺ��|�V�z©����������
����(1) ����z��У����������ݡ�������ˇ�����Ƿ�����OӋҪ���M�Йz�_�J��
����(2) �S�tԇ����Ҫ����Ʒ���a�����ˆT��ʹ���c��Ʒ��ͬ�IJ��ϡ���ˇ�������O�䣬��ͬһ�����h�����M��������ʹԇ���M���������ط�ӳ����Ʒ���挍��B��
����(3) �ó������侀�ȟo�p�z�y���Ó������ֶΙz�鲿�����Ƿ��К�ס��A�s���ӡ��_�ѡ�Ó�z�����ɵ�ȱ�ݣ��ú��|�V�z©�x�z�y������ij��λ�Ƿ�©�⡣
2.3��ʹ�ú;S�o
����ijЩ�h���l������ߜ؟��g��Һ���͜ء���ѭ�h����ᡢݗ�䡢�_�������g�ȿ�ʹ��������̼�����a��������׃�Ρ��Ѽy��й©�������ϻ����ѽ⣬������������w��r�ƶ����o��ʩ�����Ӵζ�Ƕȷ��o������߲��ϵĿɿ��ԣ����L��ʹ�É�����
2.3.1�����b���\ݔ���A��
��������ܛ�|������ό������ܷ�������b���ð��b���\ݔ���A���ھ߂�һ���ضȡ���Ⱥ͝����ȗl���Ď췿�ȡ��A���ڃȣ������ƺíh���l�������ڙz��aƷ���^����Ҏ��Ҫ���ӛ䛣����r��ӳ��r�����\ݔ��ͽ���ʹ��ǰ�����aƷ�Č��H���ܠ�B�M�Йz�_�J���_���aƷ�Ŀɿ��ԡ����aƷ�ѽ�ʧЧ�����aҲ�o���M��ʹ��Ҫ�t������U̎����
2.3.2��ʹ��Ҫ��
����ʹ�Õr������Ҏ���M�в���������o�����|�������[�����������p����
2.3.3���S�o
�������������A���ʹ���^���аl������p�����������Ⱦ����ײ�p�ġ��a���Ѽy��Ϳ��Ó��ȣ������r�M����ϴ�����z���a���a��Ϳ�ӵȷ��o̎������ͨ�^���|�V�z©�x�z�y�_���Ƿ�����^�mʹ�á�
2.4������
����ij�L����ƽ��̽�y���M���е�������Ͳ�w�����˭h��/ ���w�ͺϲ��ϽY������ë���Π���D1��Ͳ�w�����r�ɶ˜ضȷքe��- 230 �� ��- 150 �� ��ʹ�É���8000 h������՚�������ָ�˺͙z�y����Ҋ��2��
�D ������Ͳ�wë�ވD
��2 ������Ͳ�w��՚������ܔ���
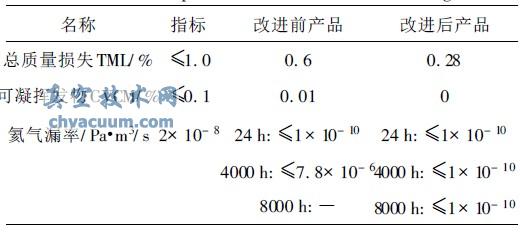
����(1) ���Mǰ�� ���Ý��p�@��ˇ����ë�������܄������^�ߡ���������������׃�Σ�����չ̻���ɾֲ����ɡ��ӣ���� t�κϸ��ʃH50%����ʹ��3~ 6 ���º���30~ 40% �Ę������F©��,©�מ�1~ 5 ̎�����z©������7.8 × 10-6 Pa.m3/ s��
����(2) ���M��ʩ�� һ�Ǹ��õ͜����ܸ��õĘ�֬�wϵ; ���nj����ͷ����Ğ��������A�����ٸɷ��p�@;����ͨ�^���M�p�@�������ضȵȹ�ˇ�����p�كȲ��Ŀ�϶�ͷ�ȱ��; ���Ǹ�����ʿ�;���܇�������Ƶ��ߣ����M�C�ӹ������p��ë������p����
����(3) ���M�� �t�κϸ����_95% ���ϡ��aƷ����ʹ�ú�δ���F©���]�l�Ԛ��w����������������ͨ·���ĬF��
3���YՓ
����(1) �š�©�����՚����Ԇ��}�����ձ��Ժ�Σ���ԣ��б�Ҫչ�_���M������՚������ܵ��о���
����(2) Ҫʹ�ͺϲ��Ϙ�������ն�С��10-3 Pa �ȿ��g�h���l����©��С��10-10 Pa.m3/ s�����|���pʧС��1.00% �������]�l��С��0.10%�������OӋ�������ʹ�õĸ����h����ȡϵ�y�ԵĴ�ʩ��
����(3) �ĮaƷ�OӋ����ˇ�OӋ��ʹ�þS�o���������ȡϵ�y�Դ�ʩ���Ƴ���՚��������^�ߵďͺϲ��Ϙ�����