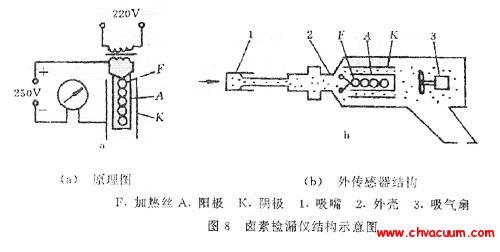
�͜�Һ�w�\ݔ܇�ĵ͜؊A�ӵĺ��|�V�z©
���S���ƌW���g���ٰlչ, �͜�Һ�w�ڹ��I�д���ʹ��, ��������ӽ^��Y���\ݔ܇�õ��ˏV�����á��^��A�Ӿ��Ѓ������ܷ���, �DZ��C������|���͵͜��\�O����Չ�������Ҫ�l��, ��ˑ�������ƊA�ӵ�©�ʡ��\�ó����侀���ŷۺ͝B���ֶεęz�鶼���ܝM�����յ���Ҫ(ĸ�������z�y) , ©�c�п������κεط����F,�纸����ĸ�ĵ�, ���Գ���Օr߀��Ҫ�����z©���������z©���gˮƽ�ĸߵ�ֱ��Ӱ������w�A�ӳ���յijɔ��c��, �DZ��C�����Ч�ʵ���Ҫ�l����
���z©ǰ�Ĝʂ乤��
�ڙz©ǰҪ��ȥ���A�������ĺ�������,���M���坍̎��, �坍��Ҫ��ɱ��z�����坍̎����Ŀ���Ǟ���ʹ©�ײ�������ͺ��ЙC��Һ�ȶ���, ��ʹ�z©�x��������Ⱦ������ʹ�ú��|�V�z©�����O��ͺ��ⶼ�^�鰺�F, ������ߙz©Ч������ʡ����, �z©ǰ�������ϵ�y�M���A���̎����
(1) ���Ȍ����w���ڼӜؠt���M���A���, ���A����ն�С��10Pa ��, �ij�չ�·ͨ�������, ʹ��ՊA�ӵĉ����_0.1MPa , Ȼ��Ӝ���120�桫130��(���ز�����12С�r) ���ڼӜؠt�Ȳ�ͬλ�÷���3 �����ż, ���^��Ϳ��Ɯضȡ����ӳ�ՙC�M, ���4��6 С�r��, �������������ՊA��, ʹ�䉺���_0.1MPa, �^�m�Ӝ�6 С�r���ա�
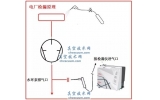
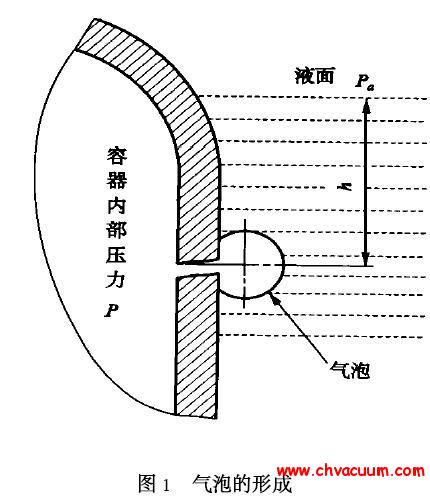
(2) �����䵪�⡢�Ӝؼ�����^��һ�㲻����8��10�Ρ��ڳ���^����, �ض�Ҫ���ֺ㶨, �ڳ�ՙC�M�c���w֮�g�����b����(��D1��ʾ), �ұ��C��������Һ�����䵪���Ӝؕr��ȡ�������˪, ��ʹ�䱣�ָ��
(3) ������ȟo���@�Y˪����ն��_��011Pa�r, �_ʼ���A���M�к��z©��
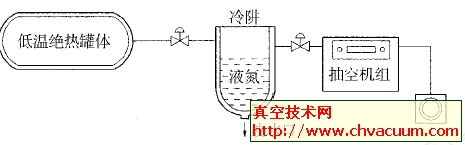
�D1 �����幤������ʾ��D
���z©�������^��
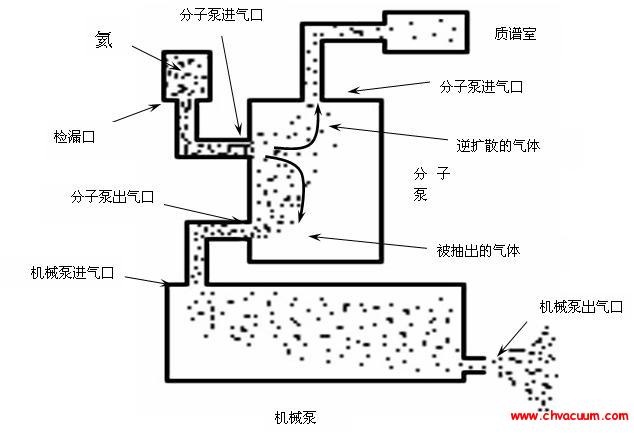
�z©�ķ����кܶ�N, �ɷ֞麤�|�V�z©�x�����u�ؙz©�x�����������יz©�����ú��|�V�z©�x�M�Йz©�r, ���z����ȫ����ֲ���̎�ڼӉ����յĠ�B, �z©�x����̎�ڱ��z�����ڵĵ͉�һ�ȡ�ʾ©���|ͨ�^���z���ϵ�©���M��z©�x֮ǰ, һ���ֱ��o�����ϵ�y����,ֻ��һ�����M��z©�x��
�z©�x�c���z�����o�����ϵ�y�B��, ϵ�y�����\�D��Ϳ����_ʼ������������]�Ї���©���ϕr, ���J��z©�x����ֵ��0(���a����0)���������, ����ͨ�^©���M��z©ϵ�y, ϵ�y�ȸ�̎���ķ։��_ʼ����, ֱ��������B(���M��ĺ��������ڱ����ߵ���)���˕r��ֹͣ����,���ڱõij������, ϵ�y�ȸ�̎���։�����u����, ���څ�ڳ�ʼ�ı���ֵ��