���������ĺ��|�V�z©����
�S�������������ڮaƷ�����Ӽ���������I���aƷ�|������ҕ�����|�V�z©�������҇���������������I�еđ���Ҳ�����f�������|�V�z©���������º��Q���z��������`���Ⱥ͜ʴ_�Զ�ͨ�����������w��©�ȼ��^�ߵĉ��������ϡ����z���������Ͽɷ֞��ú���Ȳ��Ӊ������O��Ȳ�������ⲿʩ���@�ɷN�����ں����茢�O����ȫ�����ՠ�B,����������ԇ����O�䣨��ߡ��͉���ձá�����y�ȣ����O�乤�b�����≺�ӏ�Ȧ����ʹ��r��ߣ�����ԓ����ͨ�������ݷeС����ڵ��O�䣻���ڴ���������������ԣ�ͨ�������x��ǰһ�N������
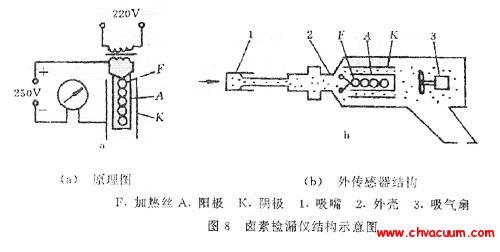
ԇ�ԭ��
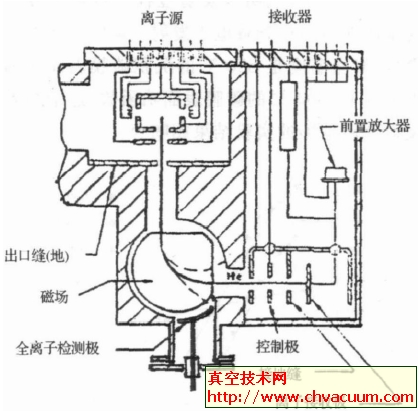
�|�V�z©�x�Ǹ����|�V�Wԭ�����ú���̽�����w���Ƴɵăx����
ԇ�r�����©����й�����Sͬ�������wһ�������|�V�z©�x�У��|�V�z©�x�ȵğ��z�l�������Ӱѷ�����x�����x���ڼ��و����������������\�ӣ��γ��x���������x���������c����ֱ�Ĵň������A���\�ӣ�܉���돽����ʽ�Q����
ʽ�У�R ���x���\��܉���돽��cm��
������H ��ŸБ����ȣ�T��
M/Z���x���|���c��늺ɔ�֮��
U�����늉���V��
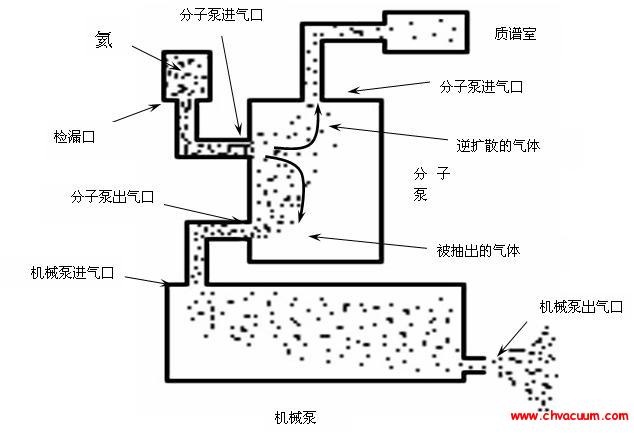
����ʽ��֪����R��H�鶨ֵ�r����׃����늉�����ʹ��ͬ�|�����x��ͨ�^���տp���ՙz�y���ڃx����������ijһ�ض�λ�����O���ռ��O���Ϳ��Ѻ��x�ӏĮa�����x�Ӛ������и��x�������D�Q��x���@ʾ�ı���——���|�V�z©�x����ĺ����ֵĉ���������������̽���⣬�����ڿ՚⼰���ϵ�y�еĺ��������ڿ՚��ЃHռ��ʮ�f��֮һ���@�Ӄx��������С��ͬ�r�����|��С���H���ښ䣬����ͨ�^©�ף������^�ߵĔUɢ�ٶȣ���ʹ��С��©����Ҳ���������������������Ԛ��w�������c���z�O��ĸ��N���ϰl�����������ױ�������ʹ�ð�ȫ��
��ˇ�^��
���z�����O��ʩ���������z������ɺ��M�С�ԇ�ǰ�O����漰�Ȳ���坍�������t����Ӱ�ԇ�Y����������e�`���Дࡣ���ľ̓Ȳ��Ӊ����z�����Ĺ�ˇ�^�������º�����
ԇ�������Ʒ���O��
���|�V�z©�x������������ƿ�����L�b�á������������ϱ�Ĥ���z��2.2�����^��
�O��ı���̎��������
���ں��z��ͨ�^�����^©�ׁ�z©�ģ����Ժ��p�������������ۡ������Լ��O��Ȳ��ķeˮ���۹��ȶ���ʹй©�ו��r������Ӱ푙z�y�Y������ˣ�ԇ�ǰ��횏ص������O��Ȳ������p���沢�ß��L�b�Ì��O��Ȳ��ص��
�|�V�z©�x��У�
�����c�|�V�z©�x֮�gʹ�ý���ܛ���B�Ӻ�������������У��©�׳��ڂȣ�У�x�����x�����|�V�z©�x����У��ʹ�ò���ԇ����gÿ1~2С�rУ�һ�Ρ��|�V�z©�x�ęz©�ʑ������O�������S©��1~2����������
�Ȳ��Ӊ�
���Ȍ��O�䷀�̵������������L���õĈ������B�Ӻ�ԇ��ù�·�������������������ٲ��Ãɂ�������ͬ�ҽ�У�ĉ��������������䰲�b��ԇ�������픲������^���λ�á����õ�����������Ԛ��w���O�䉺�����,Ȼ���ü�������Ϛ��ԇ��O��ăȉ�������ԇ���ґ�ʹ�O��Ȳ����ٺ���10%~20%�ĺ��⺬����ԇ�����������O���OӋ������25%����������0.103MPa��
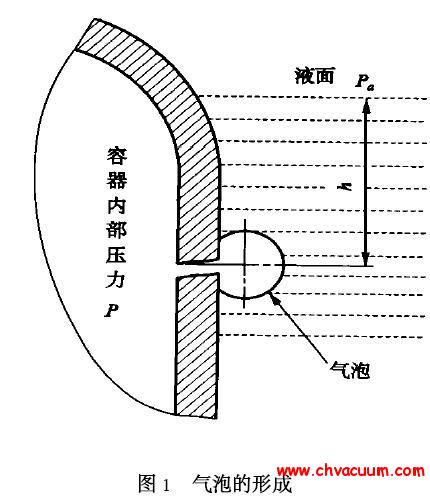
�z��
�O�䱣��30��犺�,�Ò����ʲ�����25mm/���������ٶ��ھ��x���p���治����3mm�ķ�����������˱��,�����ĺ��p�ײ����϶��С���Ҋ�D1��
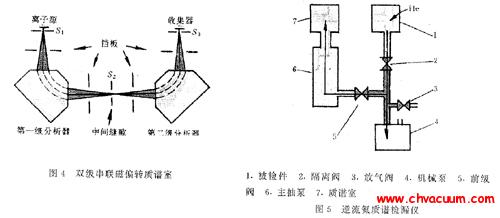
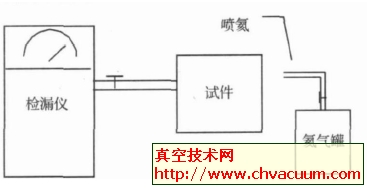
1- ���|�V�x�� 2- ������3- ���z����4- ����Դ��5- ����У��©��
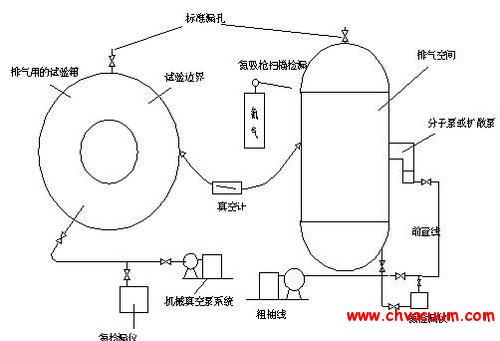
��ܰ�Ⱥ��p�^���z�y��e�^��r���Ɍ�ԓ���������ϱ�Ĥ��ȫ��ס�����z����ס����ʹй©�ĺ����M��������D2 ��ʾ��
�������ֵIJ�ͬ̎����С�ף��ڳ���һ���ĺ���ǰ�����ӛ�������x����Ȼ���סС�ף�12С�r������ͬ��λ����ӛ��µ��x������l�Fй©���t����ǰ���ķ�����l���p�M���Ų�ֱ���ҵ�й©�c��