����䓰��\�V�Ͻ�����g僌��о��Mչ
�����\�V�Ͻ���һ�N���d����F���o��僌ӣ����бȼ���\䓰�������ķ����g���ܡ����ľC���˽��������������Ƃ��\�V�Ͻ�僌ӵ��о��Mչ�����������ڂ��y�ĝ��僺͟��僣����僵õ���僌Ӿ��Ѓ����ĸ����������ܶȡ��ɼӹ��Ժ����g�ԣ�������僳ɞ�һ�N���и������Ͱlչǰ;���Ƃ乤ˇ�����Ъ��صă��ݣ��������Ȍ��F�a�I����
������F�����g�ij����ֶ�֮һ������F�����γɱ��o��僌ӡ��Ҋ�ı���僌Ӟ��\��������܇�ИI�г��õ�䓰弴����\䓰�(Galvanized steel sheet) �����\���Ͻ���м��\�������ķ����gЧ�����ܡ���һ�����V�Ͻ������|���p���ӹ����ܼѡ������Ժá����^���^�ȃ��ݣ�������܇�ИI�Ěgӭ,���V�ķ����g����һֱ�DZ��^�Pע�Ć��}����20 ���o90 ������\�V�Ͻ������|���p�����ȸߡ����g�ԏ��ă��c�����Pע�������ɞ�܇��䓰���������Ʒ�����܇����\�V�Ͻ�䓰���Ƃ䷽��Ҳ�ɞ��T����F��I���о����c�������ձ��Ĵ�����F��˾�������}�僷��������F��F��˾�ğ��僷����ձ������������_�l�˚�����e���B�mԇ�����a��������ɭ��̔����F��˾Ҳ����\�V�Ͻ�䓰���Ƃ估�����g�������^��Έ��������Ŀǰ�īI������\�V�Ͻ�僌��Ƿ����g������ѵ��\���Ͻ�僌�֮һ�����������������僷������a����\�V�Ͻ�䓰������ͨ����\䓰壬�����g���������23 ����
�����V��߀ԭ�λ�����ښ���λ( SHE) ��- 2.37V�����ښ�������λ�����ԣ��c�\���F��懵Ƚ�����ˮ��Һ�����ڳ��e��ͬ���V��ˮ��Һ���y�ȘO����ˣ����˳�Ҏ��ˮ��Һ��֮�⣬һֱ���_�l�����\�V�Ͻ����칤ˇ��Ŀǰ���īI���Ƃ���\�V�Ͻ���䓰�ķ�����Ҫ����ˮ��Һ��( Electroplating from aqueous solut ion) �������}��( Electroplating from molten salts) ������(Hot dip coating) ������( Vacuum plating )�����Č���Ҫ��B���價�ˇ���о��Mչ������Ҫ�������������������N��ˇ�ă��ݡ�
1�������Ƃ乤ˇ
�������僿ɷ֞���՟����l�Ĥ�������������l�Ĥ��ֱ���ſ؞R���Ĥ�����l�ſ؞R���Ĥ���x��僵ȡ�����䓰��ϵķ����g僌Ӻ�ȳ����ڎ�����ʮ��֮�g����˳�Ĥ���ʸߵ����l�ɞ�������ˇ�����������l����������l�ȡ�
1.1���p���lԴ��\��V
��������1991 ����1997 �꣬�ձ���Shimogori ��Fukui �Ⱦ��Ⱥ���Ո�˶�헌������������僷��õ����\�V�Ͻ�僌ӣ����Q�@�N�����õ����\�V�Ͻ�僌�䓰���Ѓ����ķ����g���ܡ��Y�����ͼӹ��ԡ�Shimogori ���䌣���������һ�N�\�V�pԴ������ˮ������D1 ��ʾ��ͨ�^�{�����lԴ��λ�á���ˮ�����ٺ����l���ʣ����Եõ���ͬ��僌ӽY��,����Zn-Mg ��Ԫ�wϵ���D�����ɵõ���ͬ�ĺϽ�僌ӳɷ֡������lԴ�O�Þ������V�����\���ɵõ�Zn2Mg/ ZnMg/ Steel ��Zn/ Zn2Mg/ Steel ��Ĥ�ӽY��������ָ������������g��Ⱥ�ʧ�����ʁ�������������l�Ƃ��Zn10% ( �|����) Mg �Ͻ�僌Ӿ�����õķ����g���ܡ�
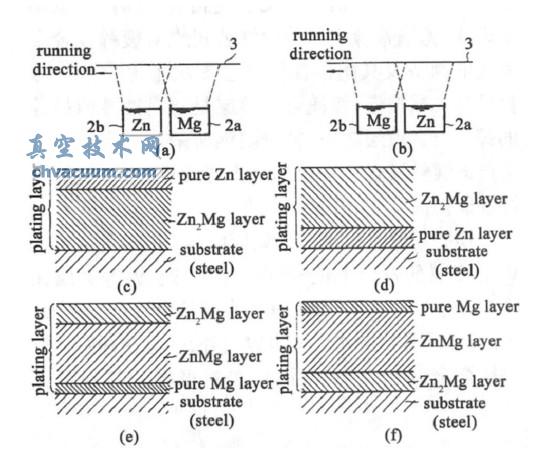
�D1 �\�V�pԴ�����cĤ����Y��ʾ��D
����1996�꣬���ӿ���Ҳ��Ո��һ�������l�Ƃ��\�V�Ͻ�Č�����ԓ��������䓰����քe������僲�ͬ��ȵ��\���|���V���|���\���|����僽Y�����˻���150~ 240 e �¼ӟ�1 h ���ϣ�ʹ�V�Ӻ��\����Uɢ���γ�3 �ӻ�5 �ӵĽY������ͬ��僌��V������ͬ���l�]��������Ҳ����ͬ�����������僌����V���Խ��僌����\�V������ĺ���ҲԽ�࣬���\�V����������������g������һ�ӣ�Ӳ���࣬�ڛ_���r���ۻ������⣬�V����^��߀��ʹ僌��ɫ׃�ڣ��Ķ���������\�V�Ͻ�䓰����Ʒ�rֵ����һ���棬�V���̫�����_����Ҫ��ķ����gЧ����������V��ȵĶ��������бף����ӿ����OӋ��3 �ӻ�5 �ӵĽY�������g�ӵ��V������7%����Ҫ������g�����ã�������Ӻͻ����V�����H��0.5%���Խ�Q�ۻ��Ͱl�چ��}���Ķ����w�l�]����ķ����g���ܡ��ӹ����ܼ����^�ȡ�
1.2����\䓰������l��V
�����ĬF�е���F�aƷ�������O���ˇ���]����\䓰�����һ헷dz����첢�ҵõ��V��ʹ�õĮaƷ���ڬF�е���\䓰��ό��\僌Ӹ���̎�����ڳɱ���Ҫ���s�ܶࡣ��˵���ɭ��̔����F��˾(ThyssenKrupp Steel AG) ����������ڂ��y��\䓰������l��V���M�П�̎���õ��\�V�Ͻ�僌ӵķ�����Schuhmacher ����2003 ��ɹ����@һ���칤ˇ�Č�����A�����������B�m������a������ԇ���ijɹ�����һ����Ҏģ�Įa�I���춨�˻��A�����a����ʾ��DҊ�D2����ԇ�������M�ٶȞ�60m/ min��䓎����Ȟ�300 mm�������������Ă��y����\䓰�������һ�Ӻܱ��������X��(�@��������ڟ��僵��\ԡ�к��������X) ���@�������X������������s�|���V���\��Uɢ�γ��\�V�Ͻ���ДUɢ������ã���ˣ���ԇ����������D3 ��ʾ�ķ���ſؿ��g�R���ꎘO�����늮a������x���w�ķ�������\䓰��M�б�����g�坍��Ȼ������������l������l�ķ������һ���V���|( �����\���V�ȵ����c���ߓ]�l�ԵĽ��٣����l���ʿɸ��_10 Lm/ s) ��Ȼ���M�П�̎���γ��\�V�Ͻ��V�����lԴ���e�OӋ��( Ҳ���������l�\) ,�����V���\������≺�ܸߣ��ڎװٔz�϶��¼������l��������lԴ���H��һ���_��С�ķ��]�������@��ʹ�V���l��ֱ�ӳ��e���挦С�Ļ�����,�������V������ҵ���Ⱦ��ͬ�r�ڷ��]���lԴ�����ϼӟᣬʹ�����ڃȱ��������Y���V�����l��������V�������ʡ�
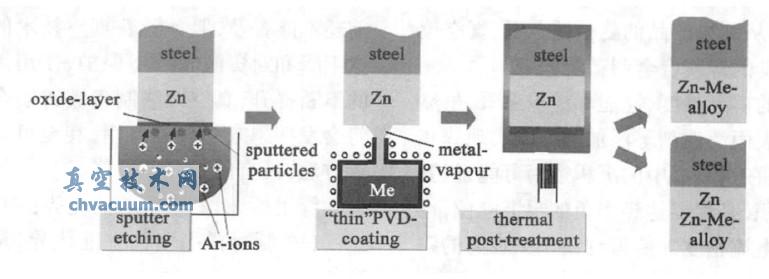
�D2 ����PVD ��\�Ͻ�䓰�����a�^�̣����y��\䓰����PVD 僽��ٺ��˻�Ͻ�
�����D3 ��ʾ�ăɷN�ھ����g���gҲ�Ǟ�����\�V�Ͻ������OӋ�ġ��D3(a) ���÷�����g���g�����ôſ؞R���ԭ�팢���ߵ�䓻�������ꎘO�����·�����һ����400~ 700 V ��ꖘO���Ϸ����ô��F���@�Ӛ����x��R������ꎘO��䓻��壬���g������������ӣ�����ԓ��늵��x�ӭh�ɴſع����`��䓻�����棬����˞R����gЧ�ʡ��D3(b) ����һ�N�OӋ������늻���늵��x���w�������gЧ����
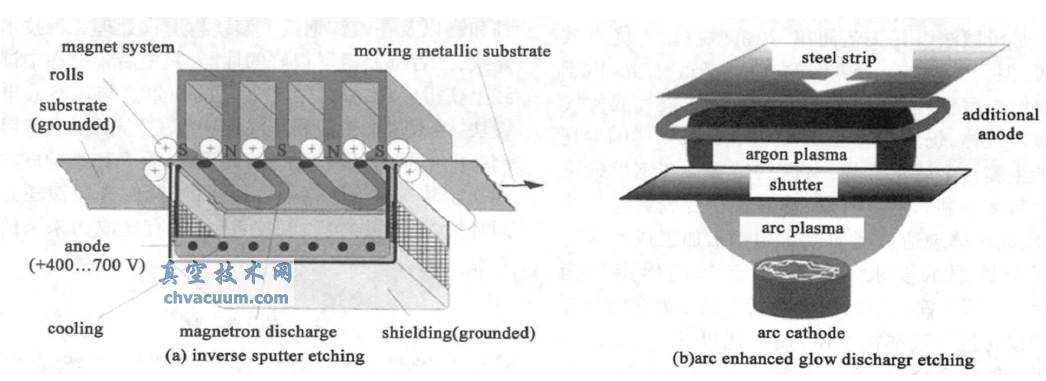
�D3 ����ſ؞R����g��늻������x���늿��g��ԭ��
����ͬ�Ӂ��Ե���ɭ��̔����F��˾��Schwerdt�Ȅt��2004 �����ԓ�B�m������a�����a���\�V�Ͻ�僌ӵ����|���c����������ͬ�����ȿ��g�����\䓰���\�ӱ���������ӣ�Ȼ�������\䓰���������僎װټ{���V���|��Ȼ��ߜ��˻�̎����ʹ�\�V�����Uɢ���γɺ���MgZn2 �Ƚ����g��������\�V�Ͻ�僌ӡ����������M��ȫ����о��͜yԇ���Y������ԓ�����Ƃ���\�V�Ͻ���Ѓ��������g���ܣ���Ȟ�315 Lm ���\�V�Ͻ�僌ӵķ����g�����Ǻ�Ȟ�715 Lm ����ͨ���\�ӵăɱ������⣬ԓ�����Ƃ���\�V�Ͻ�Ҳ�������õļӹ����ܡ�
�����͵���W�R�M�Ȳ�����Ƽ��g·������Ҫ�о����˻��^�̌��\�V�Ͻ��γɵ�Ӱ��Լ��\�V�Ļ��Uɢ�^�̡��õ����γ��\�V�Ͻ�ĺ��m���˻�ضȺ��˻�r�g�������������������\�V( ����������FԪ��) �ĔUɢ�C����
2�����僵ă���
���������F�еĹ��_�Y�ϣ����õ��ķN��ˇ�Ƃ�Ę�Ʒ�����g��������\䓰�������߱����քe�飺���僷�23 ����ˮ��Һ�僷�5 ��������僷�9�������僷�19 ������Ȼ�����ڸ�ƪ�īIʹ�õĸ��g�u�r������ͬ�����ϽY�������߂�����Ŀɱ���,�����ٿ����f�������ƵîaƷ�����g���Ͽ������僷���һ�N���^�������\�V�Ͻ��Ƃ乤ˇ��
�������Ƃ乤ˇ�Č��H�y�ȡ����ܺͳɱ��������mȻ��ˮ��Һ��ʹ�ñ�����Ԅ������ӄ����Ԍ��F�\���V�Ĺ����e��ʹ�V��ˮ��Һ�еij��e�ɞ���ܣ���Ҫʹ�V�܉�������e�����Ҫ�_����ؓ��ꎘO�λ��Ҳ������Ҫ�O�������ܶȲ��ܵõ��V�����^�ߵ��\�V�Ͻ�僌ӣ��ڴ��^���У��ݱؕ��д����Ě�����,���ɴ�������Ч�ʵͺ�僌��|�����ѵȲ�����������ԣ�ˮ��Һ�僷�Ҫʹ���_���̘I�����a��ˮƽĿǰ߀�����^����y�ȡ�
���������}�僷��mȻ������ˮ��Һ���К�������Ć��}���Ķ��܉�늳��e߀ԭ�λ��ؓ�Ľ��٣��������}����Ҫ�dz��ߵĜضȗl�����������ܺĺͳɱ�һֱ�ɞ錍�H���a�����_�����Ҽӹ��^�̵ĸߜ�����䓰�����W���ܮa��ؓ��Ӱ푣��Mһ��������ԓ��ˇ�Č��H���Ãrֵ�����僷����乤ˇ���Ρ�����Ч��ߵȃ��c���J�ɣ�����Ȼ������������ć���ȱ�ݡ����ȣ����ڟ��僜ضȱ��^�ߣ���ʹͨ��һ�����Ě��������o���w����Ȼ�����γ������ӣ��Լ�ͬ�����ߜخa�����Խ��ٻ������僌ӽY������䓰������͎�������Ӱ푡���Σ����僵õ���僌������^�o���w�F�m����ǰ��܇��䓰�ӹ����͵ȹ�ˇ����僌ӵ�Ҫ�����������\�����c�H��419 �棬�h�����V�����c650 �� �����ԟ����\�V�Ͻ��е��V����һ�㶼��210% �|�������£�Ҫ�Mһ������V�ںϽ��еĝ�ȱ��^���y�������ڂ��y��ˮ��Һ�僡�����僺͟��僣����僳��e���ϵ������^�٣�������Գ��e�X���V�Ȃ��y�僟o�����e��߀ԭ�λ��ؓ�Ľ��٣�����֮��,���僌�߀�кܶ��������������|���������ܶȡ���������Ӳ�ȶ��^�ߡ�����������һ�N���h���ѺõľGɫ�h�����g���]���κΏU�⡢�Uˮ����Ⱦ���@����������ˇ���o���ȔM�ġ����U����Һ�ĺ��m̎�����y�Ⱥͳɱ�Ҳ�DZ�����֪�ġ�
�����c���僷����O����ȣ�����Ĥ�O��ij�ʼͶ�Y���ճ����a�;S�o�M�ö��^�ߣ���ԓ�������a����\�V�Ͻ�䓰�ɹ��˷��˟��僌��V�����������Լ��ӹ����ܲ��ȱ�ݣ��dz��m����܇��䓰�Ȍ��ӹ�����Ҫ���^�ߵ��I���ЏV韵đ���ǰ�����mȻ������Ͷ�Y���\�к;S�o�ɱ��������a���ٶȟo���c�������a��( 200 m/ min) ��ȣ�����Ŀǰ߀�����ռ��������S����ռ��g�İlչ�����ijɱ��½��͌��YԴ�ͭh�����o��ʹ���w���������IJ������������僷��Ƃ���\�V�Ͻ�����g䓰匢���l�]Խ��Խ������ã���������ȫȡ�����y�僷��������о��Ãrֵ��
�����C�����������僷��ă������ڣ�
����( 1) �ƵØ�Ʒ���g���܃������Ǹ��ˇ����ߵģ�
����( 2) ����ˮ��Һ�僷��������}�僷����a�ɱ��ͣ��߂��̘I����ǰ����
����( 3) �������僷������Եõ��^���V������僌ӣ������^�õļӹ����ܡ�
����( 4) �o�U��Uˮ�a�����Gɫ�h����
3���YՓ
��������������䓰����Ƃ���\�V�Ͻ�僌Ӿ��Ѓ����ķ����g���ܡ����僾��w��ˇ�����pԴ���l�\���V�Լ�����\䓰������V���˻�̎�����N���g·�������߶��@���˺ܺõ����ܣ����к���������ԇ���ϫ@�óɹ����߂��ˮa�I����ǰ�����cˮ��Һ�僷��������}�僷��͟��僷��ȹ�ˇ��ȣ������Ƃ�ĮaƷ���H���܃��������O�䡢���a�;S�o�ɱ��������aƷ�rֵҲ�ǿɽ��ܵģ�ͬ�r����߀�nj��h���ѺõľGɫ�h�����g����������ɞ�δ����������ˇ��