������}�_�x�ӵ�����ˇԇ�
�������ľ͵�����}�_�x�ӵ����@�N���O�䡢�¼��g�M���˹�ˇԇ���ý����z��������@�R������X �侀���V�������M���˙z�y�������_���˵�����}�_�x�ӵ�������ѹ�ˇ�������ƶ����}�_�x�ӵ�������̎����ˇ������
����������}�_�x�ӵ���(LDMC)��һ��¼��g(���O�䡢�¹�ˇ)���^���y��(LD)�x�ӵ������кܶ����c���������}�_�x�ӵ����������텢���Ϊ����ơ���ˇ���������{����׃�ӷ���������ԣ������}�_�Դ�������늵��������ã���ˌ��ںܶ�����o��¿ס��ɫ@�ø��|���ı��桢�^�o�Ƃ�;����ߌ�����ܡ�������O���������;������ס�խ�p���׃Ȍ��F�x�ӵ��������������O��Ͷ�aǰ�Ĺ�ˇԇ�}�_�x�ӵ����Ĺ�ˇ�о���
1��ԇ��O�估ԇ��
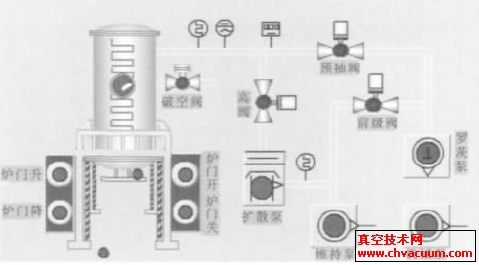
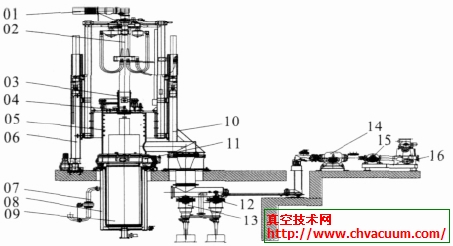
�����҂��M�й�ˇԇ��O�����̖��LDMC-150E�}�_�x�ӵ����t��ԓ������}�_�x�ӵ����O������^ȫòҊ�D1a�������}�_�Դ���ƹ��_�Cе��ձ����x�ӵ�����ՠt�w������ϵ�y�ȽM�ɵġ�ԓ�O��ԇ�r�õ���ģ�M������ԇ�K�IJ�����35CrMoV�����M������t��ˇԇ������ˇ�^�����Ȍ��O�����գ�Ȼ��ͨ�백�⡢���ء������M�е�����
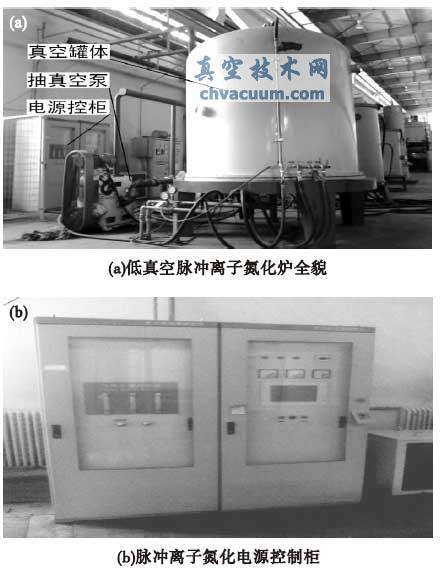
�D1 ������}�_�x�ӵ����t
2����ˇԇ��������
������t�}�_�x�ӵ�����ˇԇ�Ĺ�ˇ����Ҋ��1���}�_�x�ӵ����ĵ����Ӻ�Ⱥͱ���Ӳ�ȵ�ԇ�Y��Ҋ��2����2 ���x�ӵ�����Ƚ��෨�z��õĸ��g�����R��ԇ����
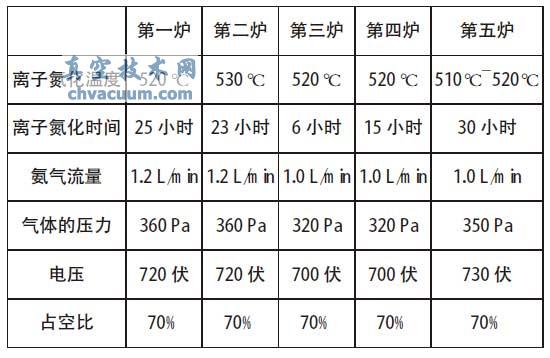
��1 �}�_�x�ӵ�����ˇԇ�Ĺ�ˇ����
��2 �}�_�x�ӵ�����ˇԇ�ĽY��(��������mm/����Ӳ��HV)

������һ�tģ�M�������[������ӣ�ÿ�ӷ���һ��ԇ�K��ԇ�K��̖�������Ϸքe��1# ԇ�ӵ�5# ԇ�ӣ���������ȏ�����������׃�\������Ӳ�ȏ��������ɵ�׃�ߣ��f���t�ӵ�����ضȸߣ�����ضȵͣ��t�ȵĜضȈ��ֲ�߀�Ƿ���Ҏ�ɵġ�����t�x�ӵ����ĜضȈ��ֲ��e�����˷�����픲���4#��8# ԇ�����⣬�������е�ԇ�ӟoՓ�Ƿ�����ȡ����߀�ǂ��棬���������0.60 mm ���ң�����Ӳ�ȶ���HV600 ���ϣ��oՓ�ǵ�������߀�DZ���Ӳ�ȶ����^��������Ĝضȵ��@���x�ӵ����ضȈ��Ŀ��^�F������Q���k��Ҳ�ܺ��Σ������όӹ����������һ���ٹ��������ض�ƫ�͵���r�D�Ƶ��ٹ����ϾͿ����ˡ�
�����҂�������t��1# ��7# ԇ���M����Ӳ���ݶȜyԇ����DMH-2LS ���@Ŭ��Ӳ��Ӌ���M��Ӳ�Ȍ� Ӳ���ݶ�����Ҋ�D2�� ����GB/T 11354-2005 �˜������PҎ�����þS��Ӳ��Ӌ��߅�������Ĵ�ֱ��Ӳ�ȣ��߳��IJ�30~50 HV(HK)̎����ȫӲ������ȣ���ԓ�˜ʵó���1# ԇ�ӵĝB����Ȟ�0.60 mm��ͬ�����z�ĽY�����Ǻϵġ�7# ԇ�ӵĝB����Ȟ�0.55 mm���Ե��ڽ��෨�Y����
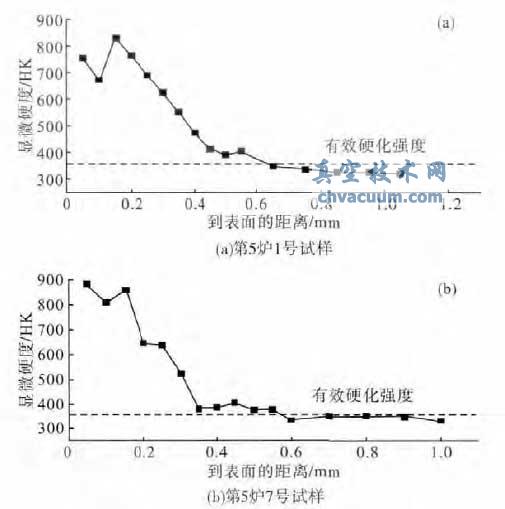
�D2 ��������ȵ�Ӳ���ݶ�����
3���}�_�x�ӵ������@����
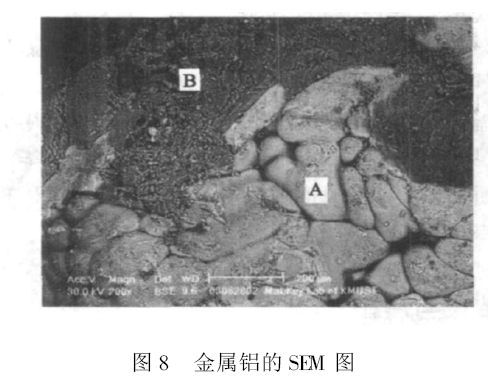
�����҂���4% ����ƾ����g�� ��DMI -3000M �ͽ����@�R���^�쵪��ԇ�ӵ��IJ�ԭʼ�M��Ҋ�D3a���IJ����о���ɢ�Ļػ������w�M�������R��ԇ�����g����IJ�����M��Ҋ�D3b���IJ��M�������x�F���w�����������GB/T 11354-2005 ��F����B������Ȝy���ͽ���M���z�˜ʣ��Uɢ�ӵĵ����)�e�����Ҋ�D3c���]���}��W�����D3d �����Ē�����R��Ƭ���D3e �ǝB���ӵĽ���M����Ƭ���麬���������w���D3f �����Ē�����R��Ƭ��X �侀���V�����ĽY���ǣ��B����N/Fe ��30/68��26.5/71.5���f����ε ��������
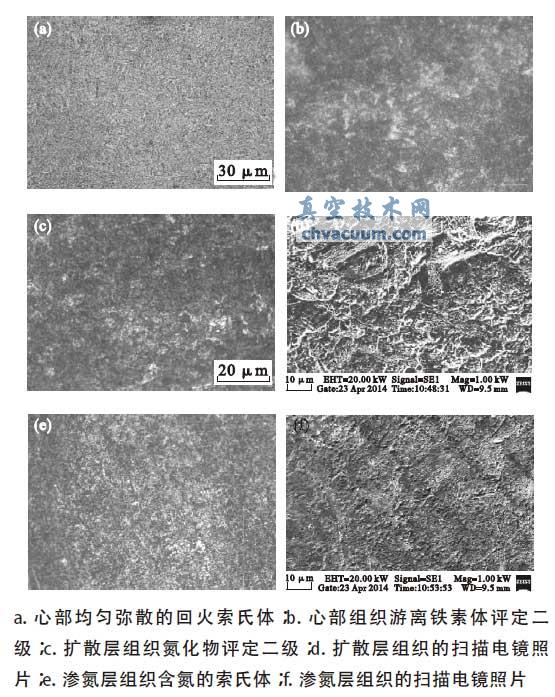
�D3 �}�_�x�ӵ����Ľ����SEM ��Ƭ
4���}�_�x�ӵ�����ˇ����
����4.1���x�ӵ����������A�ȟ�̎��
�������˱��C�B�����IJ����б�Ҫ�����W���ܣ���@�����õĝB���ӽM�������ṩ��Ҫ��ԭʼ�M����Ҳ������IJ�Ӳ�ȡ��������w������B���ӵ�֧������������x�ӵ���ǰҪ�A���M���{�|��̎����
����4.2���x�ӵ�����������ϴ
�����mȻ�}�_�x�ӵ������p�����������A�εĕr�g����ͨ�^�}�_�x�ӵ�����ˇԇ�l�F������������ϴ�����}�_�x�ӵ���ͬ���ǘO����Ҫ�ġ�
����4.3���x�ӵ����Ě�Դ
�����}�_�x�ӵ����tҲ������ѽ�t������ֽ�ɱ�����1��3 �ĵ������Ϛ⣬��ͨ���x�ӵ����t�ȣ��@�ӾͿ��Ա������䰱�M���x�ӵ���̎����ȱ�c��
����4.4���������b�t���o���ꖵ��O��
�����_��������������λ�ĜضȾ���һ�£���Ҫ�r�����O�o��ꎘO���o��ꖘO��
����4.5�����w������
�������^��ˇԇ���ع�������������1.0~1.2 L/min ֮�g���^���m��
����4.6�����w�ĉ���
�����x�ӵ����Ĺ����≺����һ���100~1200Pa��̎��Cе�����õĚ≺������266~532 Pa�����O�����]���w�ĉ�����300~400 Pa ���ҡ����w�ĉ��������B�ӛ]��Ӱ푣�ֻ��������ӵ���Y���ͺ�Ȯa��Ӱ푡�
����4.7���x�ӵ����ض�
�����x�ӵ����ض����x�ӵ����O����Ҫ�Ĺ�ˇ�������ضȵĸߵ�Ӱ푵��B���ٶȡ�����Ӳ�ȡ����������Y���ͺ�ȡ�������׃�ζȵȡ����^�}�_�x�ӵ����Ĺ�ˇԇ�x�ӵ����ض��x��520~530 ���DZ��^���m�ġ�
����4.8���x�ӵ����r�g
�����x�ӵ����ĕr�g��Ҫ���������Ҫ��ĝB����ȣ������õ��x�ӵ����ضȁ��������^��ˇԇ�҂��J��Ȃ��y��LD �x�ӵ������Ԟ��һ�c��
����4.9���x�ӵ���늉���ռ�ձ�
�����x�ӵ����r��늉�������ܶȵĴ�С��Ҫȡ�Q�ڝB���ضȡ��≺���ꖘO���x�ȡ����������x������ܶ���0.5~20 mA/cm2 �����ȸ�׃�r���B�ӵ�Ӳ�Ⱥ���ț]�����@��Ӱ푣�һ���J���ڱ����A��ȡ����ܶ���0.5~5 mA/cm2��늉���400~800 V���ꖘO֮�g���xȡ30~70 mm �r�ӟṦ����С���҂�ͨ�^�}�_�x�ӵ����Ĺ�ˇԇ�J��늉���700 V ���ҡ�ռ�ձ�70%���ұ��^���m��
5���YՓ
�����҂�ͨ�^������}�_�x�ӵ�����ˇԇ�_�����}�_�x�ӵ�����̎����ˇ������ˇ�������ڎ���Č��H���a������Ч���ܺá�