��ոБ��tұ����V��Ҋȱ�ݳ����������Q��ʩ
������ոБ�ұ��һ�����ģ�T��ˇ����V�|���ĺÉČ��������зdz����Ӱ푡�����ᘌ���V��Ҋȱ���M�г��������ͨ�^��ͬ�Č�������ȡ�x�ú��m�ı���ð�ڡ����ӱ������������g�����Һ��ĸ߶ȡ���ߝ�עǰ�ڵĝ�ע�ٶȡ���ߝ�ע�^���Д��蹦�ʵ��k���������V�|�����Y�������������X�w�S�ͱ���ð���c�������ʹ�ã���V�ϲ��s��ȫ����ð�څ^���ҳ��_�ż����ͣ��M���ܿ��ʹ���g�����Һ��߶��_�����g����1/4 �߶ȣ���V������䶹ȱ�ݼ���Ƥȱ�ݕ����p�٣��ڝ�ע�^������ߔ��蹦�ʿɽ�����V�Ļ��W�ɷ�ƫ����
������������l����ұ�����Ա������۟��͝�ע�^���Юa���ĺϽ�Ԫ�������������p�Ȇ��}���Ķ��Ɍ��F���_�ؿ��ƻ��W�ɷ֣���߀���е͵Ě��w�������͵Ľ��يA�s��͵��к��s�|���������c��ʹ֮�ɞ龫�_���ƻ��W�ɷ֡��Ƃ�������ϵ���Ҫ�ֶΡ����ںϽ������ߵ���F���ϣ��ڝ�ע����V�o��M��������ۻ�����Ժĵȶ������ۣ�����ֱ���܈�ɲġ�һ��أ���ռ��g�W(http://smsksx.com/)�J������F�����аl�^���У���V�|���ĺÉ�ͨ��������Kԇ�����Y���a���ش�Ӱ푡���V�Ȳ�ȱ����Ҫ��ƫ�������ɺͿs�ȣ��ⲿȱ����Ҫ���䶹����Ƥ�ȣ��@Щȱ�ݵ��γ��cұ������ע�������^���������P��������80kg ��ոБ��t�Ƃ�50CrV ��V���о�������V��Ҋȱ��(����ȱ�ݡ��ϲ��s�ס����W�ɷ�ƫ��)�M�г��������ͨ�^����ʹ�ñ���ð�ڼ�ð�ڸ��w������׃��ע��ˇ�ȷ�ʽ�������^����ȵؽ�����Vȱ�ݡ�
����1������O�估����ұ����ˇ
����1.1������O��
��������O���80kg ��ոБ��t���O���������Ҋ��1���۟������|��Ҫ�ɷ֞������X����V�����ߴ���µ�߅�L×�ϵ�߅�L×��=130×165×450mm �ķ��F�͡�
����1.2������ұ����ˇ
�������䓷N��50CrV����Ҫ���W�ɷ�Ҋ��2���������b�Ϸ��b�ϣ������^������P��ɵ�̎���Ĺ��I���F��ȫ���Ľ����t��̼����t�ȣ���������ۻ��������F�Ͻ���C�F�Ͻ���һ����ն��¾���10 min�������Y������1.5×104Pa��⣬��������i�����Ͻ�ȫ���ۻ���ȡ�ӷ������W�ɷ֣��y�ز�����5 min ��늳�䓡�
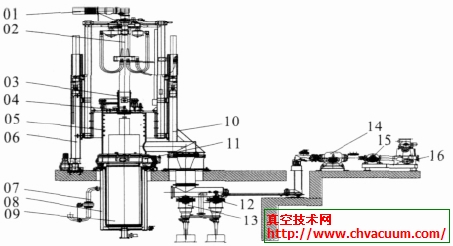
��1 ��ոБ��t�O�䅢��
![]()
��2 50CrV 䓵���Ҫ���W�ɷ�(wt.%)
![]()
����3���Y�Z
����(1)����ð�ڵ�ʹ�ã���׃����V���������ʹ�ϲ�������̣������a�sЧ��������ˮaƷ�ɲ��ʡ�����ԇ�Y����֪�������X�w�S�ͱ���ð��������Ư���ͼ���ͨɰ�ͱ���ð�ڸ������ı���Ч�������N����ð���У�ֻ�й����X�w�S�ͱ���ð���_����ʹ��Ҫ��
����(2)ð�ڸ��w����ʹ�ô������V픲�����s�ٶȣ�ʹ��V픲��Һ���õ��c�a�s���Mһ������ˮaƷ�ɲ��ʡ�
����(3)�ڱM���ܵؽ��͝�עˮ�ڵ��Vģ�ױP�߶Ȳ�Ļ��A�ϣ��������g�����Һ��ĸ߶ȣ��ɜp����V�����䶹ȱ�ݰl���Ŀ��ܡ�
����(4)��ߝ�עǰ�ڵĝ�ע�ٶȣ�ʹ���g�����Һ�������_�����g��1/4 �߶ȣ��ɜp����V�������Ƥȱ�ݡ�
����(5) ���ڱ������V����ֻ��80kg ����V�ߴ��^С����˻��W�ɷ�ƫ��ȱ�ݲ����ء����ǣ���ԇ�Y����֪���ڝ�ע�^��������Һ�Ĕ��蹦�ʲ��m�����͝�ע�ضȿ��Խ�����V���W�ɷ�ƫ��ȱ�ݮa���ij̶ȡ����k�������ڸ��a�����W�ɷ�ƫ���Ĵ���V�ϡ�