ʯī�к�⁰й��R���Ƃ��TiCN��Ĥ�ĽY��������
�����ڵ���͚��Ļ�Ϛ����ͨ�^���R��ʯī�к�⁰���M2����䓻��w���Ƃ�TiCN��Ĥ�����Ò�������@�R��X�侀����x����TiCN��Ĥ�ĽM���c�Y�������ü{���ۃx�z�yTiCN��Ĥ��Ӳ�ȣ�ͬ�r���É��۷��̈́��۷��u�r��Ĥ�c���w�ĽY�Ϡ�r������TiCN��Ĥ�z�F�M������ԇ����TiCN��Ĥ�������ԡ��Y��������TiCN��Ĥ�е�Cԭ���Թ�����TiN������ʽ���ڣ�TiCN��Ĥ��(111)�����ȡ���^TiN��Ĥ���@�p����TiCN��Ĥ�Ĕ�ڞ��L�K��Y������M��ߴ��^TiN��ĤС��TiCN��Ĥ����ʰ��TiCN��Ĥ�c���w�ĽY������40N���ң�Cԭ����TiCN��Ĥ�о��й������ͼ����������ã�TiCN��Ĥ��Ӳ����TiN��Ĥ��20.3��ߵ�33.4GPa��TiCN��Ĥ�������õĜpĦ���ܣ����z40Cr���|�rTiCN��Ĥ�z�F��ʹ�É����^TiN��Ĥ�z�F�͟oͿ�ӽz�F���@��ߡ�
�������������ӹ����g�Ŀ��ٰlչ�����ߵIJ��Ϻ���������˸��ߵ�Ҫ��ʽ�����������ɞ鵶�������lչ�ķ����ڵ��߱�����eӲ�|��Ĥ�ɞ���ƺ���ߵ���ʹ�����ܵĿ���;��֮һ��TiN��TiC��TiCN ��TiAlN Ӳ�|��Ĥ���^����F�ĎN���߱��汣�o�ӣ�Ҳ��Ŀǰ�ڙCе�I����ԏV�����õķ��o��Ĥ��TiCN��Ĥ���ھ��иߵ�Ӳ�Ⱥ͵͵�Ħ��ϵ��������ĥ�Էdz��ã���˱��V�������ڵ��ߡ�ģ���Լ���ĥ����ϡ�TiCN��Ĥ���Ƃ䷽����Ҫ�������e�����������W������e(CVD)�������������e(PVD)����CVD���Ƃ䱡Ĥ�^���Рt�Ȝض�ͨ������850�棬��ʹ���Мػ��W������e���g(MT-CVD)���乤���ض�һ��Ҳ��600�����ң���������|��ģ������Ļػ�ضȣ����ԓ�������m������|���w���M��Ϳ��̎����PVD���Ƃ䱡Ĥ�Ĺ����ض�һ����500�����£����ԝM����|���w��Ϳ��Ҫ��
����Ŀǰ��PVD��������CH4��C2H2����CԴ�Ƃ�TiCN��Ĥ�����Ƃ��^����ͨ�^�{�����w�����ȿɫ@�ò�ͬԪ�غ��������Ͳ�ͬ���ܵ�TiCN ��Ĥ�����@�N�������ڵĆ��}�ǣ��^����̼Դ���w�����Ĥ�C�t�w�Ȳ��Y����ɇ�����Ⱦ���t���ͱښ�����̼���Ɍ����´��Ĥ�r���l��ጷţ��ɔ_��Ĥ�ij��e��գ����B�m���a�������ڹ��I���a�г����±�Ĥ�������ܵIJ�������
�������ù��wCԴ�Ƃ�TiCN��Ĥ���Դ��pС����⌦�t�w����Ⱦ�������ſ؞R����PVD������Ҫ���g֮һ��ԓ�����Ƃ��Ϳ�ӱ��治���ڴ��w���F��Ϳ�ӵı����|���^�ã���������|���w���Ƃ�TiCN��Ĥ��Guojun Zhang���ڵ����c���Ļ�Ϛ���£����ÞR��ʯī�к�⁰еķ����Ƃ���TiCN��Ĥ��ָ���S��ʯī�ОR�书�ʵ������eЧ����ߣ�����ͬ�r�g�ȵõ��ı�Ĥ����Ⱥ��{�����ھ����ӣ��S���R��й�������TiCN��Ĥ�ĽY���l����׃��(111)��(220)����ȡ����u�p����TiCN��Ĥ��Ӳ���������pС�����Ӳ���_40GPa���ϣ�TiCN��Ĥ��Ħ��ϵ���S��ʯī�ОR�书�ʵ�������p�٣���K������0.2���ҡ��S���A��ͨ�^�ſ؞R�似�g���ù��w̼Դ�Ƃ�TiCN��Ĥ��ԓ�о��ó���ʯī�R��й��ʌ�TiCN��Ĥ�Y����Ӳ�ȵ�Ӱ�Ҏ���cʯī�ОR���������һ�¡�����ռ��g�W(http://smsksx.com/)�J�������о������δ��TiCN��Ĥ�ijɷ��M�Йz�y����������ù��w̼Դ���Ƃ��TiCN��Ĥ�е�̼������r��Ҳδ��TiCN��Ĥ�c���w�ĽY�Ϗ����M�з�����
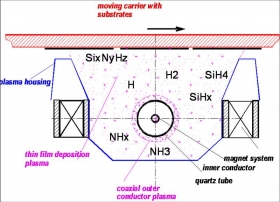
�������в����Ĵ���W�аl��RZP-800���l�����ſ؞R���Ĥ�C������ʯī������̼Դ������CH4��C2H2���ڵ���͚��Ļ�Ϛ����ͨ�^���R��ʯī���c⁰��Ƃ�TiCN ��Ĥ������ԓ�Ƃ䷽���«@�õ�TiCN��Ĥ�ijɷ֡��Y����Ӳ�ȺͽY�Ϗ����M���˷������о���ͬ�r������ͨ�^ԓ�����ڸ���䓽z�F������e��TiCN��Ĥ�Č��H������r��
����1������
����1.1�������c��Ĥ�Ƃ乤ˇ
�����x��M2�����������w���ϣ�ԇ�Ӵ�С��6mm×6mm×10mm�����ʂ���ͬ���|��Φ10mmҎ��Ľz�F��֧����������ԇ�R��вĞ�⁽��ٰ�(����99.99%)��ʯī��(����99.99%)��1�����ɷN�в�(4����)������������Ĥ�҃ȱڡ��Ĥǰ��ԇ�ӱ����M�д�ĥ��ȥ�����ۿ�Ҋ�ĺ��^���ۣ����������R�棬�S�z�F�cԇ��һ���M�Ї�ɰ̎����ȥ���\��ӵ���Ⱦ�����^������ϴ���b�t���������9.0×10-3 Pa���������A��60min���S����ؓƫ�������Ú��x���Z����Ч�������w���g��ϴ30min������Ʊ�Ĥ�c���w֮�g�ĽY�Ϗ��ȣ����l���ȵ�Ti���ىK�ڻ��w�ϳ��e���eһ��Ti�����^�Ɍӡ�����ډ�����4.5×10-1 Pa�l���£����R��ʯī�к�⁰��Ƃ�TiCN��Ĥ���r�g3h���Ĥ�ꮅ����s1h��ȡ��ԇ�ӡ�
����1.2����Ĥ�Y���c���ܱ���
��������S-4800(Hitachi��Japan)������R(SEM)�^��TiCN��Ĥ�Ĕ�ڽM���ͱ�����ò�����Ãx��������X�侀���V�x(EDS)������Ĥ��Ԫ�غ���������X′Pert Pro��(Philips��Holland)X �侀����(XRD)�x����僌ӵ�����M�ɺ;�����С������Nano Indenter XP�yԇϵ�y(Agilent��America)����Ϳ�ӵ�Ӳ�Ⱥ͏���ģ����ͬ�r���É��۷��̈́��۷��u�r��Ĥ�c���w�ĽY�Ϗ��ȣ����۷�����HR-150A����Ӳ��Ӌ���d�ɞ�150kg�����۷�����HH-3000�̈́���ԇ�x���Kֹ�d��100N������Z5135����ʽ�@�����z�F�M������ԇ�@�����S�D�ٞ�530r/min�������z���Ϟ�40Cr�{�|䓣��{�|��Ӳ�Ȟ�HRC29��32��
����3���YՓ
�������ù��w̼Դ��ͨ�^�����ſ؞R�似�g���R��ʯī�к�⁰��ڸ���䓻��w���Ƃ�TiCN ��Ĥ�������õ���TiCN ��Ĥ�ĽY���������M����ϵ�y�������õ��ĽYՓ���£�
����(1)TiCN ��Ĥ�Ĕ�ڳʴ�ֱ�ڽ��淽�����L���L�K��Y����TiCN ��Ĥ���氼��Y���^TiN��Ĥ�p������TiCN ��Ĥ������ڵ��w���^�ࣻTiCN��Ĥ�γ���TiN ����Ĺ����w��Cԭ�ӵļ���ʹ��Ĥ��(111)�������������@���͡�
����(2)����Cԭ�ӵĹ������ͼ����������ã�TiCN��Ĥ��Ӳ���^TiN ��Ĥ���@��ߣ�TiCN ��Ĥ��Ӳ�Ȟ�33.4GPa��ͨ�^Ti�^�ɌӴ��TiCN��Ĥ��TiN��Ĥ�cM2����䓻��w�ĽY�Ϗ���������40N���ҡ�
����(3)TiCN��Ĥ��ĥ�p��ʽ��Ҫ��ĥ��ĥ�p��Ħ��ĥ�p�r�ڱ�Ĥ�����γ�̼�D��Ĥ��ԓĤ����w�����͜pĦ���ã����z40Cr���|�rTiCN��Ĥ�z�F��ʹ�É������@��ߣ��քe�ǟo��Ĥ�z�F��TiN��Ĥ�z�F�քe���3����1.6����