���w�Y(ji��)��(g��u)��(du��)Al/BNͿ�����ܵ�Ӱ�
����Al/BNͿ����һ�N�m����450 �����µĿ�ĥ�ķ��(y��n)Ϳ�ӣ�����(y��ng)����ȼ?x��)�݆�C(j��)����C(j��)��λ�Ě�·���(y��n)�����x�Ӈ�ͿAl/BNͿ���ڙC(j��)е�ӹ����F(xi��n)Ϳ�ӱ������ɼ�Ϳ�ӱ���ֲڶȲ�����ĬF(xi��n)���ڷ����^(gu��)���Е�(hu��)���F(xi��n)�����A(y��)�ϵ�Ϳ��Ó���Լ�ճ���~Ƭ�ȬF(xi��n)��Ӱ푰l(f��)��(d��ng)�C(j��)���ܺͿɿ��ԡ�����ᘌ�(du��)���x�Ӈ�ͿAl/BN��ĥ�ķ��(y��n)Ϳ���_չ�ᇊͿ��ˇ�о�����(du��)Ϳ���@�M��������Y(ji��)�Ϗ�(qi��ng)�ȡ�Ӳ�ȵ����ܙz�y(c��)���u(p��ng)�r(ji��)���������о����w���ϽY(ji��)��(g��u)��(du��)Ϳ�����ܵ�Ӱ푣��Y(ji��)����������(du��)��ƽ��ԇƬ�������ݼy�Y(ji��)��(g��u)ԇƬ��Ϳ�ӽY(ji��)�Ϗ�(qi��ng)���Ըߣ�����Al/BNͿ���c�Ӻ�Ȳ�������ɽY(ji��)�Ϗ�(qi��ng)��ֵ����(d��ng)�^��
������ĥ�ķ��(y��n)Ϳ�ӌ�(du��)�l(f��)��(d��ng)�C(j��)Ч���������P(gu��n)��Ҫ�����ã��܉�����ȵؽ��Ϳ՚��ȼ?x��)�й©��Ŀǰ�����հl(f��)��(d��ng)�C(j��)���L(f��ng)�ȡ��߉�����C(j��)���u݆�C(j��)ϻ���涼�����˲�ͬ���ϵĿ�ĥ�ķ��(y��n)Ϳ�ӣ����(y��n)Ϳ�Ӽ��g(sh��)�ѽ�(j��ng)�ɞ���߰l(f��)��(d��ng)�C(j��)���ܵ���Ҫ�ֶ�֮һ��Al/BNͿ�Ӟ��m����450 �����µĿ�ĥ�ķ��(y��n)Ϳ�ӣ���Ҫ��(y��ng)���ں��հl(f��)��(d��ng)�C(j��)����C(j��)��λ�Ě�·���(y��n)��
����Ŀǰ����(gu��)��(n��i)�о��C(j��)��(g��u)��(du��)Al/BNͿ�ӵ������о�?j��)H����Ϳ�����^��Ϳ�ӻ��W(xu��)�ɷ֡�Ӳ�ȼ��Y(ji��)�Ϗ�(qi��ng)�ȣ���Al/BNͿ�ӵ��^�M���Y(ji��)��(g��u)����(y��ng)����B(t��i)���c��(du��)ż��ƥ���Ե��о���̎�ڿհס������S���l(f��)��(d��ng)�C(j��)���N�㲿���ĉ������͜�Ҫ��׃�ø��ӿ��̣����x�Ӈ�ͿAl/BNͿ���ڙC(j��)е�ӹ����F(xi��n)Ϳ�����ɼ�Ϳ���Ѽy�ĬF(xi��n)���ڷ����^(gu��)���Е�(hu��)���F(xi��n)�����A(y��)�ϵ�Ϳ�Ӵ�KÓ�䡣��ռ��g(sh��)�W(w��ng)(http://smsksx.com/)�J(r��n)��Al/BNͿ���ڙC(j��)е�ӹ���ʹ���^(gu��)���б�¶���Ć�(w��n)�}���[��������(y��n)��Ӱ푰l(f��)��(d��ng)�C(j��)���ܼ��ɿ��ԡ�
��������ᘌ�(du��)���۵�Al/BNͿ���@�M�����Y(ji��)�Ϗ�(qi��ng)�ȡ�Ϳ��Ӳ�ȵȃ�(n��i)���M(j��n)���о������Y(ji��)�ϻ��w���ϲ�ͬ�Y(ji��)��(g��u)�M(j��n)��Ϳ�������u(p��ng)�r(ji��)���M(j��n)һ������Ϳ�����ÙC(j��)����Ϳ�ӽM�������Լ�Ϳ��ʧЧģʽ����Ϳ���|(zh��)���ɿ����u(p��ng)�r(ji��)�ṩ���b������ߵ��x�Ӈ�ͿAl/BNͿ�ӵ��|(zh��)����(w��n)���Լ��|(zh��)������ˮƽ��
����1��ԇ�(y��n)���Ϻͷ���
����1.1��ԇ�(y��n)����
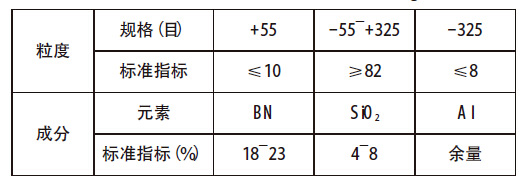
����Al/BN��ĩ���Ⱥͻ��W(xu��)�ɷ����1 ��ʾ��
��1 Al/BN��Ϳ��ĩ���g(sh��)ָ��(bi��o)
����1.2��ԇ�(y��n)����
��������(sh��)�(y��n)����METCO-9M���x�Ӈ�Ϳ�O(sh��)���Ƃ�NiAl��(���0.07~0.15 mm)��Al/BN���(��Ȳ�С��2 mm)�����w���Ϟ�0Cr17Ni4Cu4Nb�Ͻ𡣲����Ѵ_���ć�Ϳ��ˇ����(sh��)��ͿͿ������ԇƬ����Ҫ��Ϳ����(sh��)�����������100 ft3/h�����������19 ft3/h�����500 A��늉�70 V���ͷ����ʞ�40 g/min����Ϳ���x��150 mm��
������(du��)Ϳ�ӵ��@�M��������Y(ji��)�Ϗ�(qi��ng)�ȡ����^����Ӳ�ȼ����摪(y��ng)���y(c��)ԇ������ԇƬ�y(c��)ԇҎ(gu��)���20 mm×40 mm×2 mm������Y(ji��)�Ϗ�(qi��ng)�Ȝy(c��)ԇҎ(gu��)����(zh��n)25.4 mm×6 mm�����^����Ӳ�Ȝy(c��)ԇҎ(gu��)���40 mm×60 mm×5 mm���_���ć�Ϳ��ˇ����(sh��)�飺���������100 ft3/h���������19 ft3/h�������500 A��늉���70 V���ͷ����ʣ�40 g/min����Ϳ���x��150 mm��
������(sh��)�(y��n)�����O(sh��)��飺Struer ȫ�Ԅ�(d��ng)�����Ƙ�ϵ�y(t��ng)��Leica�����@�R��AG-250KNE��̖(h��o)����ԇ�(y��n)�C(j��)����������Ӳ��ԇ�(y��n)�C(j��)��(ȱ��(y��ng)���y(c��)ԇ�x)
����3���Y(ji��)Փ
�������IJ��õ��x�Ӈ�Ϳ���g(sh��)�Ƃ���Al/BN��ĥ�ķ��(y��n)Ϳ�ӣ��_���ć�Ϳ��ˇ����(sh��)�飺���������100 ft3/h���������19 ft3/h�������500 A��늉���70 V���ͷ����ʣ�40 g/min����Ϳ���x��150 mm���Ƶõ�ԇ���@�M��������Y(ji��)�Ϗ�(qi��ng)�ȡ�Ӳ�Ⱦ����ϼ��g(sh��)Ҫ�����ݼy�Y(ji��)��(g��u)�Ļ��w���ϵ�Ϳ�ӽY(ji��)�Ϗ�(qi��ng)��ֵ����(d��ng)�^��ɰ��Ҫע�����������Ϳ�����ֹɰ���Ƕ��