GCr15䓱��漤�����о�
�������ѽ��^��Ҏ����GCr15 �S��䓱��棬�����}�_Nd: YAG �����M����B4C ��ĩ����̎�������Ò�������@�R��X �侀����x���@Ӳ�ȃx��Ħ��ĥ�pԇ�x����������̎������Ԍӵ��@�M���������M�����о����Y������:�������Ԍ��ɘ�֦����FeB��Fe2B �ͻ��w�M�ɣ����Ԍӵı���Ӳ�ȸ��_HV1560�����̎��ǰӲ�������81.8%��Ӳ������ȼs��150 um��ĥ�p�����̎��ǰ������67.55%��������GCr15 䓱����Ӳ�Ⱥ���ĥ�����@����ߡ�
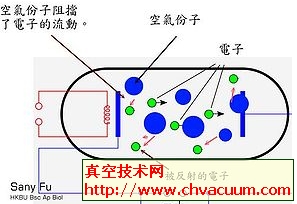
�����S���ǙCе�����b���ЏV�����õ�ͨ�ò���֮һ�������͉ܺ���������ϵ�y�|�������dz��P�I�͛Q���Ե�Ӱ푡�����S���ڸ��١��ߜء����d�����g�Ȑ��ӹ����l�����\�У��������S����ǰʧЧ����������и����c( 2300~ 3300 K) ��������ʡ���Ӳ�Ⱥ߷��������c���Ǹ��Ƹ��䓱������ܵ����x���ϣ�����䓱����γɾ��и�Ӳ�ȡ���ĥ�p�����������g���ӣ����õ���Ҫ�ֶΞ�ữ�W������Է����� �����ü�����䓱����M����̎���Ǹ������M��̎�����g���������ܶȸ߶ȼ��У��������Õr�g�̵����c��������ɸ���̎������o׃�Σ����ҿ��ԫ@��Ӳ��ֵ��1200~ 2000VHN �����Ԍӣ���ͻ�������c������M���κ����沿���ľֲ�������̎��������������ǃ��x̎�����g��
�������������ú��������}�_�������ѽ��^��Ҏ����̎����GCr15 �S��䓱����M������̎����������X �侀����(XRD) �x��������R(SEM) �ȷ����x�������ԌӵĽM���Y�������Ԍ��ʔ���Ӳ���ݶȺ���ĥ�p�����M�������������
1�������ϼ�����
1.1��������
���������IJ����x�ý��^��Ҏ����̎����GCr15�S��䓣�Ӳ��HV857.91=HRC66��ĥ�p��1.88× 10-5 mm3/m.N�� �����Ę�Ʒ�ߴ��6 mm × 7 mm×30 mm��
��1 �x�õ�GCrl5 �ԇ�ӻ��W�ɷ�

�����B�����x�����Ȟ�280 Ŀ��������90% ( ���s10% �����x̼) �����^��ڻ�ɫ�����B4C ��ĩ��
1.2������
�����������zˮ�cB4C ��ĩ�����ϣ��{��ճϡ�Ļ���Ȼ�����Ϳˢ����ϴ�Ƀ���GCr15 䓱���,�����ֺ����0.15~ 0.3 mm ֮�g�����Ϳ����̫����̎���������γɺܴ��B4C Ϳ���ӣ����Ҝؗl���������ɡ�
�����������鲨�L11064 um ��Nd: YAG �}�_����,��ƽ�����ʞ�500W�����}�_�������40 J���ڌ����^����ͨ�^��ˇ���������������}�_������1216 J���}����3 ms���l��10 Hz�����ֱ����1.5mm�������������Ƅ��ٶȞ�10 mm/ s �ļ�����ˇ������
�����ڴ��h���²���ͬ�S�������o�b���M��GCr15 䓱�����̎�������o�������ø�����( ����99.99%) ��ͨ�^���ƚ�������С�ښ������o�^����γɌ���ģʽ�ı��o�����������_�՚����o���ã������o�����γ�����������h���е����⡣���o�����Ĵ�С�s��5000 ml/min( �˜ʠ�B) �r���γɌ���ģʽ���܉�@�ßo����������Ԍӡ���ĥ���ܜyԇ: ԇ���黬��( X) 0.428 m/ s,�d��50 N�� �������60 min�� ��ĥ����GCr15 䓭h��ĥ�p���Æ�λ������ĥ�p���w�e����ʾ��
����Ӳ�Ȝyԇ: MH-5-VM �@Ӳ�ȃx���d��: 25 gf,�r�g: 5 s��XRD �yԇ�x����Philips PW3710��SEM ��JSM-6610 A��
3���YՓ
����(1) �ڽ��^���̎���^���GCr15 䓱�������B4C ��ĩ�M�м�����̎�����@�����Ƕ�ڻ��w���ϵ�Ӳ�|�������࣬XRD �D�V�@ʾ���Ԍ���Ҫ��AFe��FeB��Fe2B ����M�ɡ�
����(2) �������ԌӺ���_150 um������Ӳ�ȸ��_HV1450����ĥ�����^������̎��ǰ�����67.55% ��
����(3) �������^���У���ĩͿ���ӵĺ�Ȍ��Y�����^���Ӱ푣����Ϳˢ�Ӻ��̫�����۳ț]������B ԭ�ӣ�Ӳ��Ч�������@�� ���̫���������׳��Fɳ���F�����Ӳ��Ч�������@��ͬ�r���c���ĸ��������͡�
����(4) ���Ԍӵ�������̎���^���и�헹�ˇ�����x���Ӱ푡�