���Ó���b�ó��ϵ�y�轵�^������о�
����������������Ó���b�ó��ϵ�y�轵�^��Ŀ�����ԭ�������m���ڹ����OӋ��Ӌ��ģ�ͣ�Ӌ��ó����w��s��������轵�^�����Ҫԭ��Ӌ��Y���c���Ӌ���yֵ�ӽ���������µĸ��M�k������������s��ͨ����e���{���й��Ų��Y�������o����һ�N���͵���s���OӋ������ʹϵ�y�轵��200 Pa ����21 Pa��������ն��_��67 Pa ���ϣ��K�c[H]��2.2 ppm ����1.4 ppm���M��ұ��ˇҪ��ԓ�Č�δ�����Ó���O�乤�̑��þ���һ����ָ�����x��
�������Ó��(Vacuum Degassing�����QVD )���Һ�t�⾫������Ҫ�ֶ�֮һ����ָ��һ������խh���£�Ó���Һ�е��к����w����H ��O������N ���������^�ͷ���������F��I���a���|�ĺϽ�䓾�����Ҫ�����á��K�c[H]������VD �O�����ܵ���Ҫ����ָ�ˣ����˝M������䓷N��Ҫ��һ��Ҫ��̎�����Һ[H]����≤2 ppm�����˫@���^�õ�Ó���ʣ������ܽ�Ⱥ���նȷ��Ķ��η������ɵ��Pϵ��������ն������67 Pa��Ҳ�����f��ֻ������չރȉ�������67 Pa �Ġ�B�£�Ó�䡢Ó��Ŀ�˲����_����
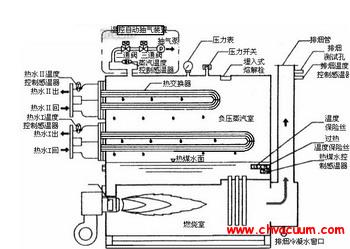
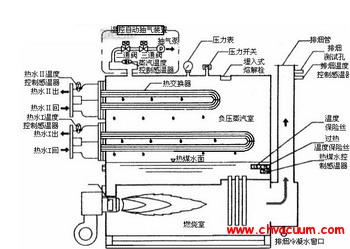
�����������о��Č�������ij�Ñ��½���VD���Ó���b�á�����ڂ��y�O����ԣ��������o�͙Cе�ÙC�M���S�o�ɱ��ͣ����ӽ��������ܡ��h�����O����Ҫ�����²��ֽM�ɣ��Cе��ϵ�y�����mϵ�y����չ�ϵ�y����D1 ��ʾ���Cе�ÙC�M���ݗU�����_�ı��M�ɣ����mϵ�y�ɚ��w��s�����������m�����ɣ���չ�ϵ�y������չ��w�����w�����w܇�����˱O�y��նȣ�����������·���O���˃ɂ���նȜy���c��һ��������ձÙC�M�M��ڣ����y���c1(�Q�y��)�����ڜy����ձ������նȣ�����һ��������չ�ϵ�y�����y���c2(�Q�yǰ)�����ڜy����չރ���նȡ�ԓ�O�����{ԇ���g�����Ӌ�@ʾ�y����նȞ�30 Pa���yǰ��նȞ�210 Pa��ϵ�y�轵�^���yǰ�_����67 Pa �Ĺ�����նȣ������O��o����Ч��Ó��H��O��N ���к����w������̎�����䓷N�_����Ҫ�������ռ��g�W(http://smsksx.com/)�J���ҳ��轵�a����ԭ�����轵��ʹ�yǰ��ն��_��67 Pa ���ϣ���ʮ�����кͱ�Ҫ��
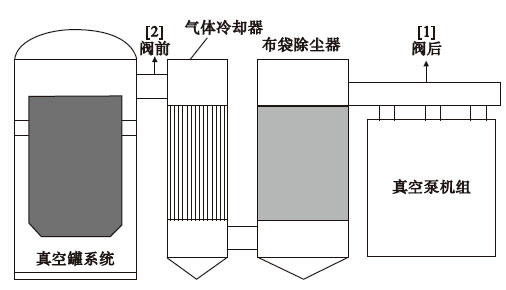
�D1 ���Ó���O��ԭ��D
1��ԭ�����
�������Ó���O��ԭ��D��D1 ��ʾ���yǰ���y��y���c�����g�����ɚ��w��s�����������m�������g�ܵ���ͬ���ɡ�����轵�^���ԭ�����������3 �N�е�һ�N��ͬ���îa����(1) �ܵ������������pʧ��(2) �������m���ȵIJ����轵�^��(3)���w��s���轵�^��һ�N�y�������OӋ�x��Ĺܵ�ͨ���^����׃�����D�����٣�Ӌ���֪������B�µĉ���pʧС��10 Pa�����������180 Pa ���轵��
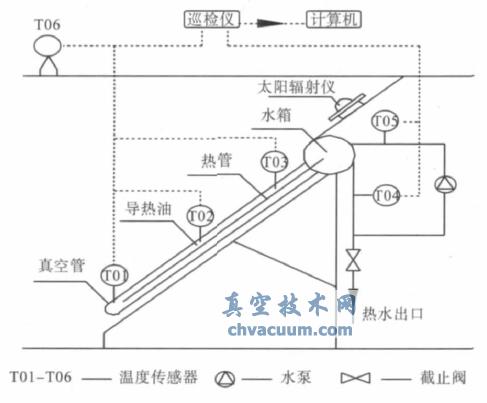
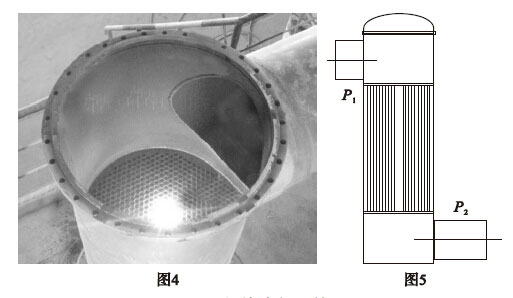
������������ų����ڶ��N�����ԣ����ڲ������m���Ȳ��Ų��кܶ༚�L�IJ�������D2 ��ʾ���V���Į������s��10 μm�������ʹ�úۉmճ����Y����ɲ���������������(��D3)������ǰ��׃�����ڲ���ë�����Ų���Ҏ�t���y�Խ����������Wģ�ͣ�ͨ�^Ӌ��õ��轵ֵ���^���y�ȡ���ȡ�Ĵ�ʩ�ǣ��Ӵ�Ҏ���Q�˲��ֲ������^�y��ϵ�y�轵����׃С����Ч�����Ǻ����@����ˣ����Դ_�J�������m��Ҳ��������轵�^��ĸ���ԭ��
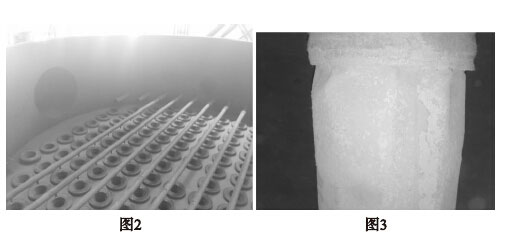
�D2 �������m�����D���D3 ʹ���^��IJ���
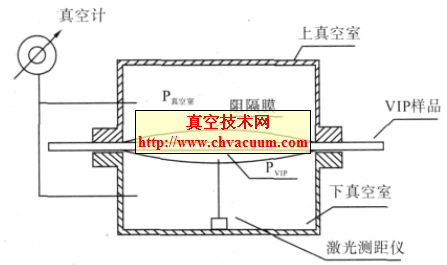
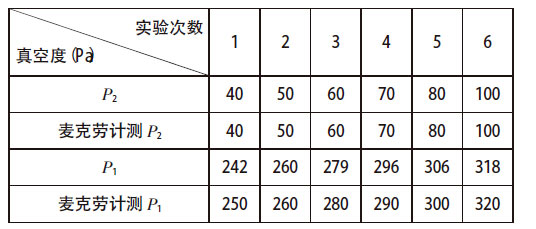
������ô���w��s��(�Q������)���轵�^���Ψһ���ܡ���D4 ��ʾ��ԓ�������ɃȲ�����йܲ����Ų����ɣ���Ҫ���ڽ��ͱ���U��ضȣ�ʹ���^��������Ě��w�ضȵ��ڲ�������ȼ�ضȣ����o���������á��OӋ�ϲ��ñ�����w�߹̣ܳ���sˮ�ߚ��̵ķ�����ÿ���й��L�Ȟ�5 m�����ɶ˸���һ�����m�P�����ښ������ȱ��ϣ��й̶ܹ������ɂ����m�P�ϡ�����Ӌ����M��ںͳ���ڵ��轵���҂�������һ���m���ڹ����OӋ��Ӌ��ģ�ͣ�����C��s�����轵��С�������պ��OӋ�ṩ���㡣
2����ՓӋ��
����2.1��ģ�ͽ���
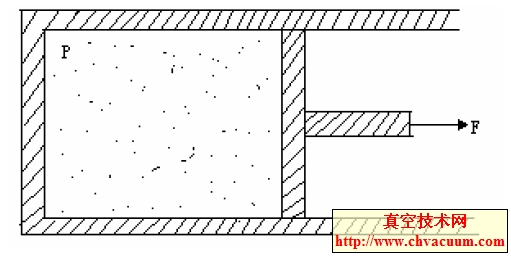
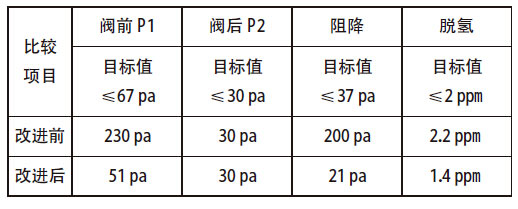
������s��ԭ��D��D5 ��ʾ�����O���ϵ�y�M�������B�m�Է��̣���s������(�������ÿڂ�)����նȞ�P2����s�����(������չނ�)����նȞ�P1�������йܵ��轵���ض���P1>P2��ͬ�r�ٶ�P2 ��֪��Ӌ���P1��
�D4 ���w��s�����D���D5 ���w��s��ԭ��D
�����������ϵ�y�������B�m�Է��̴_������Q��ͬ�rӋ�����������U��ע������U ���й�������׃�������Ϳs�������M�ɣ�Ӌ��������������M�Гp��ϵ��ε �������õ����H����U1�����������c����֮�g���Pϵ���M��Ӌ����g���轵��
����2.2��Ӌ��Y��������
������������ģ�ͣ��҂��x����s��������ն�P2 ��40 Pa~100 Pa������Ӌ����s����ڵ���ն�P1�����c�������Ӌ���yֵ�����ȣ��õ��Y�����1 ��ʾ��
��1 ��ͬ�ij�����ն�P1 �����������ն�P2
�����ı��п��Կ�������s���ĉ������202 Pa~218 Pa���c���˄����Ӌ���yֵ210~220 Pa �dz��ӽ����Mһ���C������s���������轵����ɴ����Ҫԭ����ՓӋ��͌��H�y�����`��������ε1 �xȡ�����˄����Ӌ�����Ĝy���`����ɡ�
3�����M��ʩ
�����ڱ��C�OӋ�ij����������նȵ�Ҫ���£��҂�����s���������¸��M��
����(1)���Ӛ�����ͨ����e����Ч��ߚ��������������_�����������Ŀ�ġ�
����(2)�{���й��Ų��Y�����m�������йܵĔ�Ŀ�����͚������M������ډ��ͬ�r���C�Ͽ��]�����ɱ����ӡ�
�������������M��ʩ�Ļ��A�ϣ��҂�����s��ֱ���{����1 800 mm���йܔ��{����400 �������Ų��Y���M���˃������ٶ������rP2 ��30 Pa����2 �����˸��Mǰ�����ϵ�y�yǰ�y����նȣ�ϵ�y�轵��Ó��ָ�ˣ��ı��п��Ժ����_�Ŀ��������y����ն�ͬ��30 Pa �r�����M����O���yǰ��ն�P1 ��230 Pa ����51 Pa�����C�˹ރ�67 Pa������նȣ� ͬ�rϵ�y�轵Ҳ��200 Pa ����21 Pa�������齵�ͣ��K�c[H]��2.2 ppm ����1.4 ppm��Ч���@�����M���˹�ˇ�ϵ�Ҫ��
��2 ���Mǰ��ϵ�y��նȡ��轵��Ó��ָ�ˌ���
4���YՓ
��������ͨ�^�������Ó���O���轵�^��Ŀ�����ԭ������ų��Ɣ���s����������ϵ�y���轵����Ҫԭ������һ�ה��Wģ�ͣ�Ӌ�����s����ǰ��ó������½YՓ��
����(1)Ӌ��ó����w��s���m������ɴ��轵�ĸ���ԭ��
����(2)ͨ�^���Ӛ�����ͨ����e���{���й��Ų��Y�����m�������йܔ�Ŀ��;������Ч�p��ϵ�y�轵�ķ�����
����(3)����ֱ��1800 mm���йܔ�Ŀ400����������s��ʹϵ�y�轵��200 Pa ������21 Pa���ރ���ն���230 Pa ������51 Pa��Ó��ָ����2.2 ppm ����1.4 ppm�����C��ԓ���Ó���O���_�������Ĺ�ˇҪ��