�����t�����\��
�����F��늠t�����څ��䓻����aƷ�ԏ���䓡��S����Լ�����һЩ��������;��䓷N��������t�⾫��Ҫ���^�ߡ����К�┇�蹦�ܵ����Ó��t(VD�t)��Ŀǰ�^�鳣Ҋ�Ġt�⾫���O��֮һ������Ó�⡢�p�يA�s���ֹ�Һ�������������ã�����Ч����Һ�����ȡ���������ͺϽ�
����VD�tұ���r�����ˮ��������չރ�ͨ�^�����ʹ�ރȉ���Ѹ�ٽ��ͣ�[H]��[N]�����S֮���ͣ���䓰��ײ���u����Ě�����Һ���γɚ��ݣ��ஔ��һ����С����ң����еĚ䡢���Ț��w�ķ։��������㣬����Һ�еĚ䡢���Ț��w������������ДUɢ���S֮�ϸ�������ȥ����VD������Ó�⡢�p�ٷǽ��يA�s���ֹ�Һ�������������ã��_������Һ�����ȡ����ͺϽ�Ŀ�ġ�
1���O��M�ɺͻ���ԭ��
������Ҋ��ձ���ʽ�л��y�á���Ƭ�����ݗU�á��_�ı�������õȡ�����ʽ��ձ��LJ�����ձ��е�һ�N��������ͨ�^����ĸ�����������չރȏU�⎧�ߵĠt�⾫���O�䣬���г�������Y�����Ρ����ܷ����ɿ������c��
�������O����Ҫ�M���У����w܇����չޡ����ܵ�����ձá����������ƿ��b�á�����ϵ�y�������b�á�ι���b�á��z�y������ϵ�y�ȡ�����ϵ�y���̼����w���ֵĴ����Pϵ�����Ԍ�ϵ�y�������£�

�D1 ��ՠtϵ�y����ʾ��D
����ע��E1~E5��������ã�E4a��E5a���o���ã�C1~C3����������������ֻ��ֹ�y��
��������ʽ��ձõĹ���ԭ���ɷֳ������A�Σ�����ͨ�^���ߠ������M�м��٣����ߠ������䌍��һ�_“�p��������”������Ҫ�Ƀɶ��F�ιܘ���(Ҋ�D2)��������һ������������ͨ�^A1�Εr��������ѭ���w�ڹ����\�ӕr������С̎���ٴ����̎����С��ԭ����������٣��������_խ��Akr̎�r������Wkr�ѳ��^���٣��������ٵ����w���\�ӕr�t��ѭ����Խ������Խ���ԭ���������Mһ�����١��D�����������ٶ�(W)-����(P)�����D�@ʾ�����쌢�����ĉ������D������ܡ�������ߠ��������̎���������и��١��͉������c�����١��͉��������ڻ���҃��c�U���M�л�ϣ������������^���ߠ�������ٺ��γɸ��١��͉������M�����ң�����������ʹ�û�����γ�ؓ�����U�ⱻ������c���������M�л�Ϻ��������Q������ձú���̎�r���������������ɣ��䉺��������Pa���ٶȄt�½���������Wa��
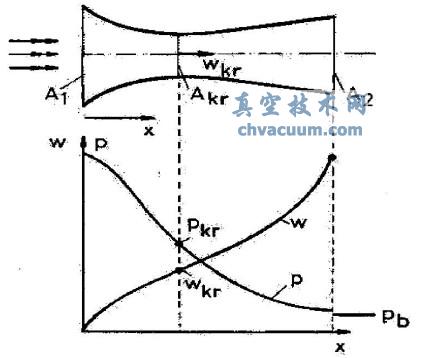
�D2 ���ߠ�����ԭ��D
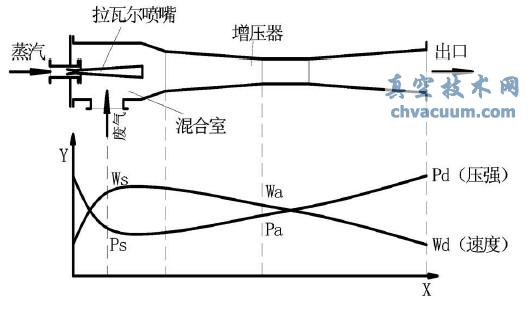
�D3 ���������ԭ��D
������Ϛ������^���w�����M��U���Σ����������w���ڣ��M����һ���û�����������Ϛ�������ձ��������@�Ĝp������څ�ݣ������ձ�Ҳ�������ã����Љ��s���w�Ĺ��ܣ���μ����s��Pd/Psһ�㲻���^10�����Ҫ�_���^����ն���༉��ձô��������е�ϵ�y�������弉��ձô���
2����Ҋ���Ϸ���
������ՠt�O��Ĺ��ϴ��¿ɷ֞�ϵ�yй©���������o���ϡ��y�T���ϡ����������ϡ���ձù��ϡ��x�����ϡ�ģʽ�O���e�`�ȡ�
2.1��ϵ�yй©
����һ����f���p��й©��ϵ�y��Ӱ푲���������ՠt�O����Ҫ�ɶ������������ܵ�������á���������.�����ɣ���̎й©���įB�ӕ��γɹ��ϲ����³��ĕr�L��o���M�����ա�й©ԭ����w�����N��r��
����1�����w���丽�����ܷ�й©����Ҫ�ɹ��w�eλ���ܷ�l���p������Ȯ����M�롢���m���Ʉӵ�ԭ�����£���������ڰl�F���ɼ��r�ų���
����2�����ܵ����丽��й©�����ܵ�������ӏ��ܡ��ܵ����w���S���˿ס����ۿڵȣ�����E.��E.�·������ۿڱ�����������茧�o�����ϵİl�������^���轛���z������������ϬF���c��1헻�����ͬ��̎���y�Ȳ���
����3���y�Tй©.��ՠt�b���д������y�T���������Д��y����ֹ�y���ƿ��y�������y�ȣ����������Д��y��Ŀ��ࡢ���r���.����ضȡ���ӵ�.����й©�������^���y�T��й©ʹ��������՚��M����ϵ�y��Ӱ푇�����Ч����������ձõ�ؓ�ɡ��������ͣ�a̎�����ĕr�^�࣬߀�������������ʧ������P�I�y�Tһ���x���|���ɿ����ԃr���^�ߵ�Ʒ�ƣ���FISHER��KOSO�ȡ�
����4���Y����й©.���w����ܵ����������U�⡢�w����ț_ˢ���g�����O�䱾�w�p�װl���Ɠp���_�ѡ�Ó���ȓp�ġ�һ�㼯���ڸ����õĔU�����Լ����w�c���������Ӳ�λ������ճ����@Щ��λ�����c�z��S�o��
2.2���������o����
������ՠt�������ʹ�õĹ���������һ�_�OӋ������14t/h�Ŀ���偠t�ṩ�������ĉ������ض����Д������|���ă����Ҫָ�ˡ������OӋ��ϵ�y���������跀����1.4~1.7Mpa֮�g�����ڌ��Hʹ���У����F���������퉺����1.45Mp.�r����ձõij�������͕����@�½��������F��նȷ����F�������^��߀�����Փ�ό��õij������Ӱ푲������������ܹܵ���pʧ�Լ��ڇ�������Û���ص����ص�Ӱ푣����γ�һ��������ˮ��������ˮ�ښ≺�^�͵ij��ܵ��ȘO�����������մ����ğ��������ؕr��������Y����������˹�������һ���豣�C10~20����^��ȡ�������Կڏ���С��E1����������У�����F��E1�_���������M��ȥ�����������ڷ��������������ܵ����λ�ð��b��ˮ�y�������r��һ���ĸ���Ч����
2.3���y�T����
�����F���y�T����늿ؚ���y�������y�wй©��,߀�������ƚ�Դ�����͡�����늉��͡���·���ϡ�늴��y���ϡ��y�T����^й©���衢�yо�����Ó���ԭ�����y�T���������������λ�������׃�F��ԓ�y�����rϵ�y�������δ��������նȷ�������������ˮ�y�T���ϣ�߀�����S�������ضȵĮ������ߡ���
2.4������������
����C1��C2��C3���������չ�����Ҫ������ϵ�y������ձ�֮�g������Ҫ������ȥ����Ϛ��w�еĿ����������������¼���ձõ�ؓ�ɣ�ĩ��������C3�����������á�����ˮ�ض��^�ߡ��������������㡢���䲻���������츯�����������ˮ���Ɠp��ԭ������������Ч���½����]�б����r�����������ѷe��������ձõ�ؓ�ɡ�����ϬF����������ضȮ��������Լ���նȷ�����������ձ����������ȳ���̎�O�Г�ˮ�壬һ���@Щ��ˮ�帯��ȱʧ������ˮ���M�����ߠ�����Ӱ�������������������C3���ώ���������һЩ����F�����ڳ���ٶ��^�����e��E1���ӕr�����F��նȷ�����
2.5����ձù���
����1����ձù����Ҋԭ���DZ��w�ȱ�ұ���ۉm�ѷe���������Ӱ�ԓ���õij��������
����2�����ߠ�����������ձõĺ��IJ������l�����������ĥ�p���ӷ��m�|Ƭ�eλ����r�r�����칦�܌��½����ʧ������ϱ��F���_��ԓ������r��նȟo��������
����3�������ڻ���҃ȵ������ܵ�����䓲��|,���������ѣ��p�ĺ������Ӱ�ԓ������ij�����ܣ�����й©���^��r����������ϵ�y���������ļ����½����ɿ��]�ò��P䓹������
����4�������c���w���÷��m�ӣ����ߵ�ͬ�S��Ҫ���^�ߣ��`��ֵһ��Ҫ���^1.5mm����z�����Q�������ǰ���ӹܵ��l�F�����õij�������½����t��˲�ԓ��ձÇ��찲�b�������r��ɵ�ͬ�S���`���Ƿ����Ҫ��
2.6����Ճx������
�����b�ڃx�������̡����ȵ�ԭ�F�����b�иߡ��С���������ձ���ͨ�^������ձ��Ȕ�����^�ܳ����Д����.�箔����ձ��@ʾ1.0mba.�r,�ϼ���ձ��x��һ����2.2mba.����.��Ҳ��������ʽ��Ճx��������ձ��У��ձ��谴�r�͙������T�z�yУ�ʡ�
2.7��ģʽ�O���e�`
��������^���У����Ƴ�������z�y���Ĺރ���ն��cģʽ�O���M�б��^���Д࣬�Ԅ��_�]������ձõ������y����ֹ�y������ˮ�y����ģʽ�O�ò������e�`�������������M�����Ч��������ʧЧ���F��ģʽ���w�O��Ҋ��1��
��1 �F��ģʽ�O�ñ�
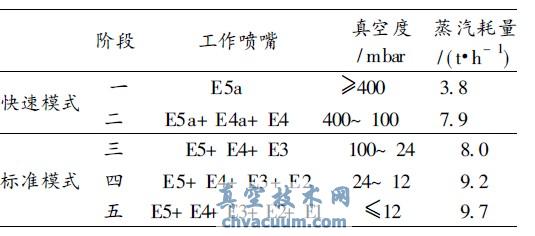
��������.�ϱ��A�����У���E5a���E.ʹ�Õ����������������ӵ�12t/h���ң��˕rϵ�y���l�����������½�������1.45Mpa��������նȷ�����
2.8������ԭ��
������l������·�Ɠp���y�Tй©ʹ�ô���������M����չރȣ������³���պĕr���ӻ������M��ȥ�����⣬��䓰����ղ��㡢���ճ�ȴ�̼���������ҵ�ԭ����Ҫ�^�l�����M�Љ�����������Ӱ푳���յ��ٶȺ�Ч����
3���Y�Z
������ՠt�O�������������������ز��ϣ��������Ͼ����^����[���ԣ��Д��̎�����y���^�������ƽ�rԇ܇�����a�^���У���M���e��һЩ�����ͽ��.��������r�¸��N���|����.�ضȡ�������������.���������������H��������ձÉ��s�����������ض���նȺĕr���ܵ������w�דp��λ�Ĺܱں�ȡ�ϵ�y������й�����ȣ��@Щ���������ڿ����Д��̎���O����ϡ����ܵ�����ձá����������O����ճ���ҡ��z��S�o�����ǿ�����ՠt�����������Ч��;������Ҫ�eע������.���z�ޡ��S�o�ˆT���M����չޡ���ձá���ˮ���Ȳ�λ�r�M�����I�r����횴_�J�^��ț]��CO���ж��к����w��ͬ�r�豣�C�Ȳ����������⺬������t��������I�ˆT��Ϣ��CO�ж����¹ʡ�