�l�y�l�忹������ԇ�A��
�����U�����l�y�l����Ϯa����ԭ���Լ����ܵ�ϵ�y��Ӱ푣�̽ӑ�ˇ�����˜ʌ��l�忹�����ȵļ��gҪ�������l������w���������N��������ԇ������B�������l�忹������ԇ�A�ߡ�
1������
�����l�y�V���đ����ڸ��ʯ�ͺ���Ȼ���_�ɵȈ��ϣ����F���w���|�ܵ��_�����P�]���ڹ��r�ܵ�ϵ�y�У����ڽ��|�ضȲ��ӌ����y�w���y�U�ğ�Û��s���l����y���L�ھo���P�]��B����ճ�Y�F���^�d�ɵ��l���P�]���ص����أ������y�T�_���r�l����y�U�B�Ӳ�λ���l��Ó�x�F�����ڹ��ϰl�����y�w�Ȳ����o���ж��y�T�Ć��]��B�������ܵ�ϵ�y���܉r�M�й��φ��}�S�ޡ�����l�y�ęz�gҪ����Љ����ܷ����ܣ�ͬ�r���l�忹���������ܵ�Ҫ��API 600 -2009��GB/T 12234 -2007 ��API 591-2008 �Ș˜�����ˌ��l�忹������ԇ�Ҫ���y�U���OӋ�����S���d�ɵ������£��y�U�c�l���B��̎�Լ��y�T����߅���ԃȲ��ֵ��y�U���ȑ����^�y�U�����ݼy�����ď��ȣ����l���l�忨���¹ʕr���y�U�ēp�đ����F���l�y�Љ��^��֮�⣬ͬ�r�y�U�B�ӑ��OӋ�ɷ�ֹ���y�Tʹ�����y�U�D�ӻ�Ó�x�l�塣
2��ԇ�A��
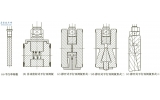
�����l�y�l�����һ��Ш�ȣ��l���ܷ�����ø�Ӳ�ȵĺϽ���ٶѺ���ͨ�^��Ҏƽ����A�ַ�ʽ������A�ߟo���M��Ш�ȊA�֣����ҊA�K����������Ħ�������F���X��o��Ƕ���Ӳ���l���ܷ��棬�����^���г��F��Ó�F�����ͨ�^Һ���f�ܲ���ԇ�C�M���l�忹������ԇ�r��������3 �N��ʽ(�D1) ����1 �N��ʽ�����l�����g�@�ף�ͨ�^�N�S؞���M�й̶�����2 �N��ʽ�����l���ĩ�˺���һ����ƈA�����Է�������ԇ�C�A���A�ߊA�֡���3 �N��ʽ�nj��l��ɂ�Ш���ƽ��Ȼ��ͨ�^����ƽ��A�ߊA�֡�
3��ԇ����
�����ڌ��H��ԇ�����^���У�3 �Nԇʽ��������l��Ŀ�������ԇ�������l��ď�����Ӱ푡��@��ʽ���ڃ�Ƭʽ�ď����l��(�e�ǿڏ�DN≤50 �ď����l��) ��ͨ�ו���׃��Ƭʽ�l��ĽY�Ϲ̶����ȡ����ӈA����ʽ���ڸ߉�����ڏ����l�庸���^�̹�ˇ�������A�����y�U��ͬ�S����һ��Ҫ����������бλ���ᑪ��Ҳ�����l��ԇ����Ӱ푡�Ш���ƽ��ʽ�p���˴�����ȕ�ֱ�Ӹ�׃�l�����w�ď��ȡ����⣬��Ƭʽ�����l��Ш���ƽ��������ƽ��A�ߊA�֕r���ɂȵ��l�������ڃȲ��п՛]��֧�Σ�������׃������Ó������3 �N������ԇ���l�����ͨ�^���μӹ������M�п�������ԇ�ڲ�ͬ�̶��ϸ�׃��ԇ��Ʒ��ʼ��r����ԇ�Y�������������һ����Ӱ푡����������l�忹������ԇ�l�������������͵��l�忹������ԇ�A�ߡ�
(a) �@��ʽ��(b) ���ӈA��ʽ��(c) Ш���ƽʽ
�D1 �����l�忹������ԇ�A�ַ�ʽ
4������ԭ��
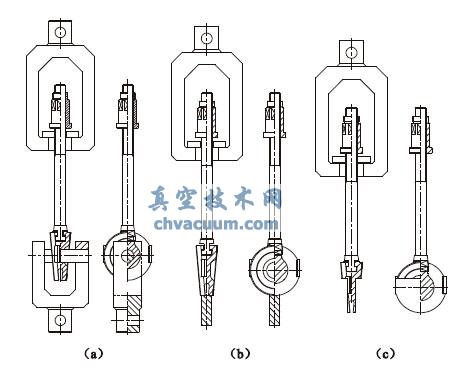
�������͵��l�忹������ԇ�A��ģ�M���H���r�l���P�]λ�Õr�Ŀ����������ܣ��܉��m���pƬʽ���Ժ͆�Ƭʽ����Шʽ�l��ĊA�֡��A��( �D2) ��Ҫ����s�{���ס�Ш������s�B�ӗU��Ӳ�|��塢�̶������ͺϽ����o�A�^�Ȳ����M�ɣ��Ͻ����o�A�^����60Si2Mn ���ϣ����^�ߵď��ȡ��g�Ժ�Ӳ��(≥55HRC) ��ͨ�^��ĥ��ˇʹ��ȵı���ֲڶ�Ra =0.8μm�����ض�870�棬�����|���ͣ���̎���ػ��ض�480�档Ӳ�|������Cr12 ���ϣ�ͨ�^��ĥ��ˇʹ����ֲڶ��_��Ra = 0.8μm�����иߏ��ȡ��^�õĴ��ԡ��^�ߵ���ĥ�Ժ�Ӳ��(≥60HRC) �����ض�1000�棬������|���͟�̎����Ӳ�|���ɂ��ù̶������Ƕ��̶���Ш�����̶������ͬ�r�����ںϽ����o�A�^��ͨ�^��s�{��������s�B�ӗU��ʹ�Ͻ����o�A�^�܉�����Ӳ�|�������λ���{�����M�㲻ͬ�����ڏ�Шʽ�l��Ҫ�Ͻ����o�A�^��픶��γ�һ��5mm ��ֱ�ǿ��ڣ�ʹ�ÊA�֠�B�r�l����ܷ���߅���܉�Ƕ��ֱ�ǿ����M�ЊA�֡��S��ԇ���M�У��l��ɂȵĺϽ����o�A�^����Ш����Ƚǻ��ƣ�������A�^�A���l�����o��ͬ�rֱ�ǿ���̎Ҳ����ȂȊA�n��ʹ�l�岻�܉�Ó��
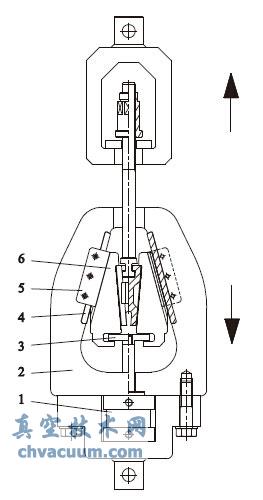
1. ��s�{���ס�2. Ш����3. ��s�B�ӗU��4. Ӳ�|��塡5. �̶�����塡6. �Ͻ����o�A�^
�D2 �l�忹������ԇ�A��(�A�֠�B)
5���Y�Z
�������^��β�ͬ�����ڏ����l�忹������ԇ���͊A���܉���Ч���M��Шʽ�l��A�֣��Ͻ����o�A�^�܉���ȫ�N���l���ܷ��沢���A�ֺ��E���A�֠�B�r�l����ܷ���߅���܉�Ƕ��ֱ�ǿ����M�ЊA�֣�ԇ��^�̸���ģ�M���H���r�l���P�]λ�Õr�Ŀ����������ܣ��ɂȵĺϽ����o�A�^ģ�M���r�ɂ��y����ճ�Y�A�֡������l��o����μӹ������M�п�������ԇԇ��Ʒ��ʼ��r�õ��˱��C��ԇ�Ч�ʵõ���������ԇ�����������ӳ���������_����ԇ�Ҏ��Ҫ��
�����īI
����[1] GB/T 12234 - 2007��ʯ�͡���Ȼ��I����˨�B���y�w������l�y[S].
����[2] API 600 - 2009��Steel Gate Valves - Flanged and Butt welding
����Ends��Bolted Bonnets[S].[3] API 591 - 2008��Process Valve Qualification Procedure[S].