���y���ܷ�Y���Ľ�ֹ�y�y�U�ܷ�M���ĽY�����c
�����y�U�ܷ�M����Ӱ��y�T�aƷ���ܵ�һ����Ҫ�������y�U�ܷ�M���c�ܷ�Y���_���Ժ��y�T�Ŀ��w�OӋ�����������չ�_��
��������ֹ�y�������y���S���y�T�У��y�U�ܷ�M�����w�ֲ��y���ܷ�Y���c�����ܷ�Y���ɷN������͡����y���ܷ�Y�����ܷ������ஔ�ɿ�����Ҫ������ȼ���ж����и��g�ԵĹ�·�У������ܷ�Y��Ҳ�кܺõ��ܷ����ܣ��������췽�㣬�ɱ��^�ͣ����y�T�Б���ʮ�֏V����
����������Ҫ�v�����y���ܷ�Y���Ľ�ֹ�y�y�U�ܷ�M���ĽY�����c��
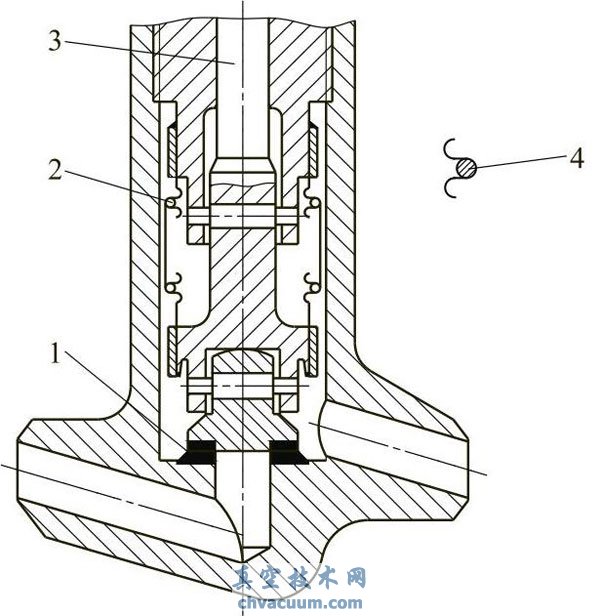
����1����������y�U���y���ܷ�Y��������кܶ�N�����ij��܉����d�ɵ����|���֣�ֻ���≺���ȉ��ɷN������ͣ���D1��ʾ��
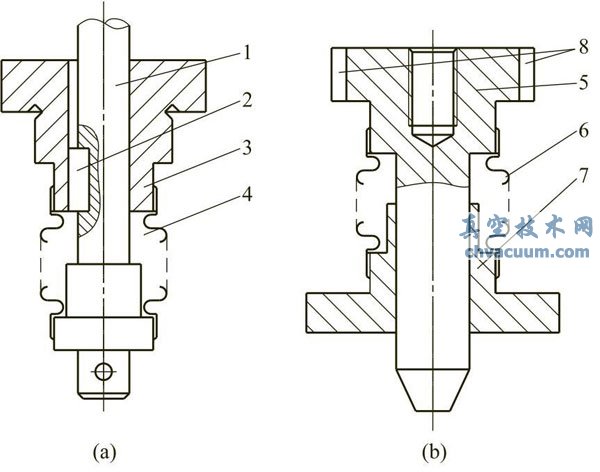
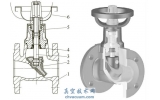
�D1 ���y���ܷ�M��
1—�y�U��2—�����I��3—�����ף�4��6—���y�ܣ� 5—�y�ꣻ7—���^��8—�����
�������y���ܷ�Y�����OӋ�������C�������|����ͨ�^�y�U���y����\���g϶����й©�������܌����y��Ԫ����׃�η�ʽ��׃�����������ơ�
�����D1��a����ʾ���≺ʽ�ܷ�Y����������3���y�U1�քe�c���y��4�ăɶ˺�����һ�𣨝L����廡�������y�U1���¶��c�y�����B���϶��c�әC�����B��������3ͨ�^�y�w��֧�ܾo�����y�w���ܷ����ϣ��̶����ӣ��y�U�t���S���\�ӡ���ˣ����y�܃�ǻ�c�����ͨ����ǻ�t�c�������|���|�����ܽ��|������
�����D1��b����ʾ��ȉ�ʽ�����^7ͨ�^�y�w��֧�ܾo�����y�w���ܷ����ϣ��y����������\�ӣ��y���϶��c�әC�����B���¶˿���ֱ���Ƴ��ܷ��棬Ҳ���������B���y�꣬�y��ͽ��^�քe�c���y��6�ăɶ˺��ӡ���ˣ����y�܃�ǻ���|�������|�����ܽ��|��������ǻ�t�c�����ͨ��
�����ڽ�ֹ�y�c�����y�У��әC���������b�û���݆����ݔ���\��ͨ�������D�\�ӡ�������y�U���y��ֱ���c֮���B���t���y��Ԫ���ݱ��ܵ�Ť�Dֱ���p�ġ���ˣ����˱��Ⲩ�y��Ԫ����Ť�ģ����y�U1���O�Ќ����I2[�D1��a��]�����y��5���ϲ��ɂ��O�Ќ����[�D1��b��]���������әC���c���y���ܷ�Y��֮�g�O�����g�\���D�Q�C����ʹ�әC�������D�\���D�Q���y�U���y����S���\�ӡ�
�������y�ܵ�׃���������yо�Ĺ����г̣�������y�ܵ�׃�������^Ԫ���������ȣ����������ܷ�Y�����^��p�ġ�����ڸ��N���y���ܷ�Y����ͨ�����O��׃�������ƙC���������≺ʽ�Y�����y�U���S��λ�ú̓ȉ�ʽ�Y���н��^���_�߶Ⱦ��dz�Ҋ�Č���֮һ��Ҳ�������әC���в����г��_�P�ȷ�ʽ�����y�ܵ�׃���������g�����ơ�
����2�����y�ܵķN��ղ��ρ��֣��н��ٲ��y�ܺͷǽ��ٲ��y�܃ɷN�����ٲ��y�ܵIJ����в��P�����䓣�����1Cr18Ni9Ti��1Cr18Ni12Mo2iT��00Ci18Ni10��00Cr17Ni14Mo3�ȣ��~�Ͻ���������~���\�S�~�ȣ����懺Ͻ��X�ȡ��ǽ��ٲ��y�ܵIJ�����Ҫ����ķ���ϩ��
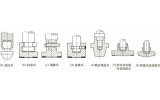
�������y�ܵķN������֣���Ω�β��y�ܡ�U�β��y�ܡ������β��y�ܡ��A�β��y�ܡ����������β��y�ܵȶ�N����D2��ʾ���ڹܵ��y�T�У������ܷ�Ԫ��ʹ�õIJ��y�ܲ���ͨ��ֻ��Ω�Ρ�U�Ρ������μ����������ΎN���҇�Ŀǰ����ʹ��U�β��y�ܣ������β��y�ܼ����������β��y��ʹ���^�١������β��y����Ҫ�ɾ��ķ���ϩ܇�ƶ��ɣ�ֻ�����ںܵ͵Ĺ�������������δ�γ�ϵ�к͘˜ʣ����y��߀�����ՌӔ������η������M�����Π�ȷ�������������y�T���f��ֻʹ�����еĎN�����҃H���ڈA�ν��档
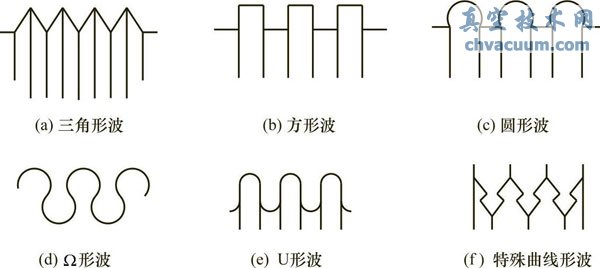
�D2 ���y�ܵij�Ҋ����
����3�����y�ܵ��x�y�ܵ�ֱ����Ҫ�������������c�Y���OӋ�_�����x�y���L�ȵ��������yо�Ĺ����г̣��_���߶ȣ������y�ܵľ���λ���������ڻ��Դ����yо�Ĺ����г̣������M����ʽҪ��:
H≤nf��n≥H/f ��5-11��
����ʽ�� H——�yо�����г̣�mm��
����f——���y�܆β����Sλ�ƣ���β��г̣���
�����������y��ֱ���c�ں��xȡ��mm��
����n——���y�ܵIJ�����
����������ʽ�_���IJ�����nͨ�������������������Mһ�����ԈA����
�������y�ܵIJ���n�_���ԺͿ���Ӌ������y�ܵ������L��L��
��������A�Ͳ��y�ܣ�L=��n-1��t+a+2l
��������B�Ͳ��y�ܣ�L=��n+1��t-a+2l
��������C�Ͳ��y�ܣ�L=nt+2l
����ʽ�� t——���࣬mm��
����a——����mm��
����l——�ɶ���ϲ����L�ȣ�mm��
����4����߲��y���ܷ�Y�����d���ܵ�һ��;�����y�T�У����y���ܷ�Y��ͨ��ͬ�r���ܹ������|�Ĝض��c�����d�ɵ����ã����ұ�횾������g���ܺͿ�ƣ��ؓ�d�����������ڲ��y��Ԫ���c�y�w�����x����ͬ�ă��|���ϣ���ˣ����ڲ��y���ܷ�Y�����f���ضȡ����|���g��ƣ��ؓ�dһ�㲢��������Ҫ���}������Ψ�Љ����d�ɵ����ØO����������y�T��ʹ�÷�������ʹ�˂�������@�N�ܷ�Y���ij��d�����M���˶����о���
������Ŀǰ��ֹ���@�N�о�����߀�]��ȡ������ĽY����ֻ���f�ҵ�������@�N�ܷ�Y�����d���ܵ�һ��;����
����a���M�����x���^Сֱ�����^��ں�IJ��y�������ܷ�Ԫ�����y��ֱ�������͉������y�T�����������ͣ���֮��ֱ����С���͉������ߣ��ڲ��y��ֱ����ͬ����r�£����y�ܱں������͉���Ҳ������ˣ�����ijһ���Q�ߴ���y�T���f���ڲ����K�y�U���y�����S���\�ӣ�Ҳ�����f�ڲ�ʹ���y�܃ȏ��ܵ��y�U���yᘲ�����ǰ���£����ȑ����x���^Сֱ�����^��ں�IJ��y�ܡ����y�܃ȏ��c�y�U���y�������ֱ��֮�gͨ����������2��4mm���\���g϶���ˡ����⣬���^��ں�IJ��y���Բ��ܝM��ʹ��Ҫ��r�����x���p�ӻ���Ӳ��y�ܡ�
����b�������z�b�h�ӏ����y���ܷ�Y���ĉ������d���ܡ��ڹܵ��a�����У��ӏ��ķ�ʽ�ܶ࣬���y�T���y���ܷ�Y���У��ӏ��ķ�ʽ��Ҫ���z�b�hʽ�������y�T�Y����������ʽ�O�ٲ��á�
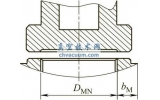
�����z�b�h�ӏ��Ļ�����ʽ���ڲ��y�ܵIJ����g����O��һ���ӏ��h����D3��ʾ���ӏ��h�����nj��Ľ���O��Ȧ�����Ľ���O��Ȧ��C��T�έh���ӏ��h�O�ڲ����g�ķQ�����z�b�ӏ��ͣ��ӏ��h�O�ڲ���ȵķQ����z�b�ӏ��͡����z�b�ӏ���һ�㲻�ܲ��ÙC��T�έh���ӏ��h���ӏ��h�IJ��ϑ��c���y�ܲ�����ͬ�����ّ����c���y�ܲ��Ͼ���ʮ������ğ���Ûϵ�������g���ܡ�
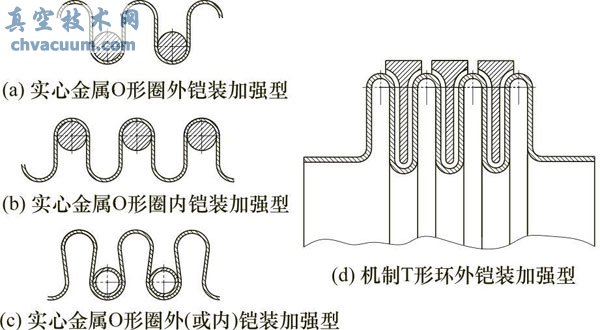
�D3�z�b�h�ӏ��Ͳ��y���ܷ�Y��
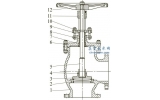
�����D4��ʾ�߉����y���ܷ��ֹ�y������z�b�h�����Ľ���O��Ȧ�ӏ��h���ӏ����y���ܷ�Y��������y�T�������d���ܵČ���֮һ��ԓ�y������17.6MPa��400��ķ����Խ��|���g�Խ��|�й�����
�D4 �߉����y���ܷ��ֹ�y
1—�y�������w�Ѻ�����2—���y�ܣ� 3—�y�U��4—���Ľ���O��Ȧ
����T�έh�ijߴ�һ��Ҫ�OӋ�ú������e�LjA�ǰ돽�Ĵ�С������OӋ�ò��ã����п��ܲ������y�ܣ���������ɲ��y�ܵ�ƣ�ړp�ġ�
���������z�b�h�ӏ����y���ܷ�Y�����mȻ�܉���߉������d���ܣ��Y��Ҳ���^�o�������ǹ�ˇ�Ա��^���s���ܷ�Y���������������lj��s�г�Ҫ����ͨ���y���ܷ�Y��С���@���@�N�ӏ��ͽY���������֮̎��
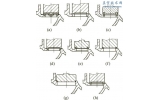
����c�����M���y�����ӽ��^���OӋ�����y�T�У����y���c��������ĺ��ӹ�ˇȡ�Q�ں��ӽ��^���OӋ��ʽ�����y�ܞ鱡��Ԫ�����c֮���ӵ�ͨ���nj��ĵ��S�������ڵČ������������ں�IJ������ˣ�Ҫ��@������ĺ����|�������M���ܸߵij��d���ܣ�����횳�ֿ��]���@�N���c�������x�ӽ��^��͡��ڈD5��ʾ�ĎN���ӽ��^����У�ǰ�ɷN���ÝL����ˇ����ɷN���Ú廡����ˇ���ں�ɷN���^�У�ע��˵Ⱥ�Ⱥ��ӵ��OӋԭ�t���D5��c���У�ʹ���y�ܶ˿ڷ�߅�����^���Ƴ���X�������@�����ױ��C�����|�����D5��d���У���ʹ���y��1�c�h2�L����һ���ڽ��^3���Ƴ��A���לϲۣ�Ȼ���ٌ��h�c���^3�Ú廡�����ӣ��@�ӣ����ӽ��^�����ܸ���ɿ�����ˣ���ɷN���^�ĉ������d���ܸ���ǰ���Dz��Զ����ġ�
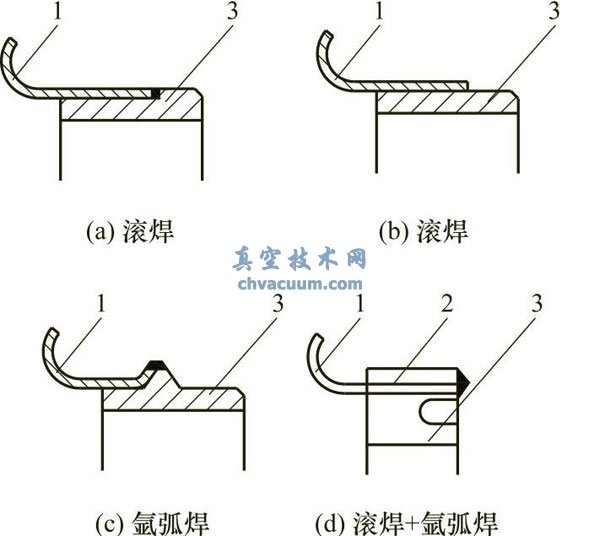
�D5 ���y�ܺ��ӽ��^
1—���y�ܣ�2—�h��3—���^���y�U���y�w�ȣ�