���B���g���T�F���y�T�ϵđ���
1������
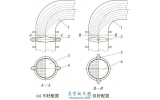
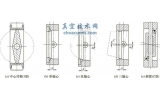
�����pƫ�ĵ��y�V���đ������ԁ�ˮ�����ѭ�hˮ��ʯ�͡��������I��Ҋ���Qͨ��DN100mm��DN2000mm�����Q����0.6MPa��1.6MPa�������{���ͽ����O��ʹ�á���Ҋ���|��ߏ��Ȼ��F����ī�T�F����Y�����������y�U�S�ļ�ƫ�x�������ġ�Ҳƫ�x���w���ġ��pƫ�ĵ�Ч��ʹ�y�T���_���������Ѹ��Ó�x�y��������ȵ������˵����c�y���IJ���Ҫ���^�ȔD�����β��F�p�p���_����ࡢ������ĥ�p��������y�����������H�ӹ�ʹ���^���У��������T���������ڽM�����ɡ����ȱ�ݣ�����y�T����ԇ�r�B��B©�������M����ȣ���U�pʧ�^��
����ᘌ��@��y�T�T��ȱ�ݣ��ɿ����ޏͷ���֮һ���ǽ��B������һ�N��(���p)�B�ܷˇ�����ܷ���|(ͨ���ǵ�ճ��Һ�w)ͨ�^��Ȼ�B(��������)��������ͼӉ��ȷ����B����(���p)�У����p϶���M��Ȼ��ͨ�^��Ȼ(�Ҝ�)����s��ӟ�ȷ������p϶����ܷ���|�̻����_���ܷ�p϶�����á�
�������B��Ŀ���Ƿ�ֹ���ޏ�����ɵĝB©�����B����׃�y�T�㲿�������γߴ�Ͳ��ϵ����|���������͉A����ߡ�ͬ�r���B���g��Q�˝B©֮����Ҫ�~�������T���ں����©���ɽ��ͮaƷ��������ʡ���ϡ��aƷ���B�z����JB/T 9092-1999�y�T�ęz��cԇ�Ҏ��Ҫ��
2�����B�����x��
����2.�����B���N�
����2.1.1���o�C���B��
�����o�C���B����Ҫ�ɷ֞�o�C�����c�����Ӷ�N�o�C�����}����������������Ԅ������ϵȽM�ɣ����z�w���ҝ�Һ�ԓ��B���A�淀�������|���L��ʹ�÷��㣬���B��ĮaƷ���ᡢ�͉A���͜�500�棬�m����0.15mm��0.5mm֮�g���ף����L���B�m��250�桫300����͟���㲿����
����2.1.2 �ЙC���B��
�������õĞ����ϩ����w��ˮ�̻����ЙC���B����Ŀǰ�V��ʹ�õĞ�ڶ�����������ЙC���B����Impretech YJ-85C��ʹ�Õr����Ҫ������ϴ�섩���̻������ڽ��B�ܷ���϶���^����Ч�����á��̻�����һ�N��������ϣ��ڜض����ߕr�����ۻ���Һ�����Ĺ��������������B�ٶȿ졢Ч�ʸߣ����B���̻��������տs���̻����g�����ϻ�������A�����|�������o��Ⱦ���A��rע���ֹ�ߜحh��ʹ���B��ʧЧ����ʹ�Üض���-50�桫200�淶���ȣ��m�����ܷⲻ����0.3mm�ļ��ס�
2.2���x��Ҫ�c
�����ЙC���B���ȟo�C���B��Ч�ʸߣ����B���ɿ����ЙC���B��100%�̻���ͬ�r�������ݽz�׃ȵĽ��BҺ����ˮ�л΄ӎ��¼�����������o�C���B���к����^��ˮ�֣��̻����w�e�տs30%���ң��ʳ���Ҫ2�ν��B���ЙC���B�ij���Ͷ����\�гɱ��ȟo�C���B�ߺܶ࣬�ЙC���B���Ѓr��15�fԪ/t��20�fԪ/t���o�C���B���Ѓr�H4000Ԫ/t��7000Ԫ/t��ͬ�r�ЙC���B���A��Ҫ���^�ߣ���Ҫ��8�桫28���ꎛ�����̎�A�棬��t���B�����̻�ʧЧ���҇��Ϸ��ļ��ض��ձ����30�档�����ЙC���B�����۾��д̼����ã�һ���|���۾���������ˮ��ϴ�����t��̎����
�������ڶ�濼�]���x�ßo�C���B�������pƫ�ĵ��y�T�����B����
3���pƫ�ĵ��y�T�F�����B��ˇ
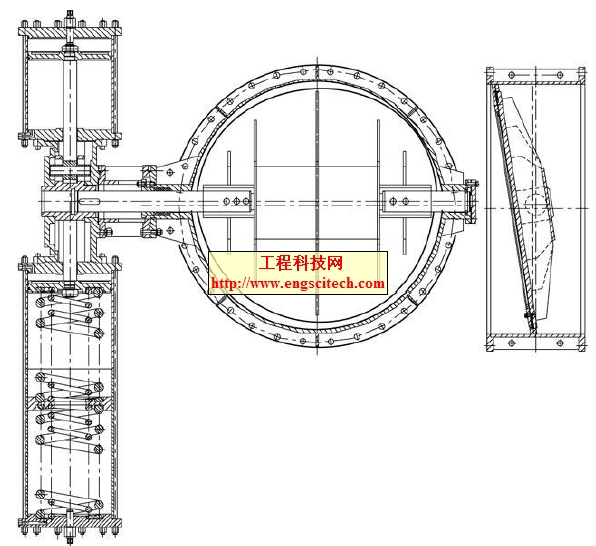
������ˇ����Ҋ�D1��
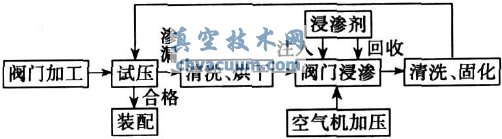
�D1 �pƫ�ĵ��y�T�F�����B��ˇ���̈D
3.1��ǰ̎��
������ϴ�����ڽ��B����ѭ�hʹ�ã��鱣�C����Ⱦ���B����������������������ۡ�һ�����ˮ����ϴ�����AҺ���������ۇ��ص��˶����ϴ��Ȼ������ˮ�_ϴ�Ƀ���
������ɣ��pƫ�ĵ��y�y�Tʹ��ˮ���z©����ĝB©�y�T�T��������̎�c��׃ȶ���ˮ�ֵĴ��ڣ�ֱ�ӽ��B�r�����K���B�н��B���M���϶����ɽ��B������ʹ�ú���120���º��20min��
3.2�����B
�������y�T�T���b�ޣ��ރȳ���գ���ն�-0.9kPa������15min�����_���B��ע���y�T�����B�������ؓ����������У��˕rҪע����ƹރ�Һ��߶ȣ�һ����ȫ�]�^�y�T�T�������pƫ�ĵ��y�T���B©ֻ���F���y�T�ײ������BҺֻ��]�^�B©��λ���ɣ������ܳ��^�ރ��~���߶ȣ�������B���M����ձû������С��ރȼӉ�������������0.4MPa�����։���20min����ʹ���BҺ����M���϶�Ȳ�(Ҋ�D2)��
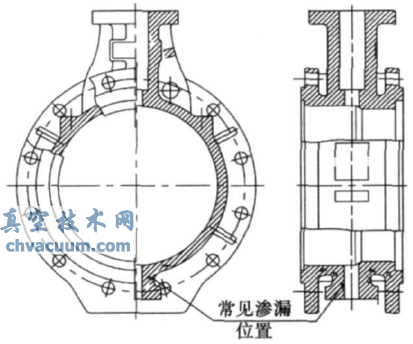
�D2 ��Ҋ�B©λ��ʾ��D
3.3����̎��
������ϴ���y�Tȡ��������ˮ������ճ���Ľ��B����ϴ�Ƀ�����ϴ�r�g�����^�L����ֹ��϶�н��B����ϴ����
�����̻����̻����üӟ�̻������b�y�T������ȼӟ���150�棬������30min���Y�������������Ȼ��s���ɡ��o�C���BҺ�Ĺ̻��^���мӟ��ٶȲ����^�죬��t��϶�Ƚ��B�������������Ӱ푽��BЧ�������B��ɣ����y�T����ԇ�Ҫ���y�T�M�Љ���ԇ��߀���םB©�����؏��������B�^�̡�
4���Y�Z
�������B���g�ښW����������һ�N��ˇ�ֶζ�������ȴ�ʩ������һЩ��Ҫ�������w���������ڼӹ�ǰȫ���M�н��B�����B���g���pƫ�ĵ��y�T�F���ϑ��ú��y�T����ԇ�ϸ�����ԭ��75%��ߵ�90%���������Ľ��B��ʹ�ø�ۙ�{�飬δ�l�F���B����y�T�н��B�ܽ⡢Ó�䣬�y�T���³��F�B©�F���y�T�������ã�����������