�����о���ĥ�y��Ĺ�ˇ����ԇ��о�
�����y�������y�����_�P���õ��P�I�������B���y����ĥ�еı����о߹��b���o���˱����о���ĥ�r���P�I��ˇ�������������ٶȡ�ĥ�ϝ�ȣ��_������ĥЧ�����u�r�������ֲڶȡ���ȡ�ȥ��Ч�ʡ�ͨ�^���������о��c�������õ���ĥ��ˇ��������ĥЧ����Ӱ�Ҏ�ɣ��@�����^�õĹ�ˇ������
�������y�ڬF�����I������ʮ�֏V���đ��ã����y���ܷ�Ч�������y����Ҫ��ָ��֮һ���y�������y�����_�P���õ��P�I��������_���õ��ܷ�Ч���������ʹ�É������y�����ȼ�����ֲڶ���������ʮ���P�I����ĥ��ˇ�Ǯ����Ȍ��y���M�о��ӹ�����Ҫ��������ĥ�֞����ĥ�;���ĥ�����w����ĥ������Ҫ���ֹ���ĥ�������D�P��ĥ���������w��ĥ�C�������о���ĥ�ȡ������о߹��b���Σ������F�������b�ڬF�ЙC���ϣ��dz�����;���Ԍ��F����ĥ�;���ĥ�ɲ�����;ͬ�r�ܝM��С�ߴ絽��ߴ���y��ӹ���ͨ���Ժá�
��������ĥ�^���У��б������ؕ����ӹ��Y�����Ӱ푣������ԃ�������ĥ��ˇ������Ŀ�ģ��ڌ��Ļ��A�ϵõ�������Ĵ���ĥ�ӹ���ˇ������
1�������о߹��b
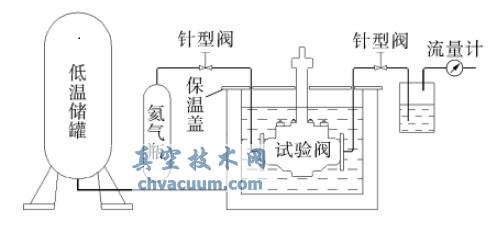
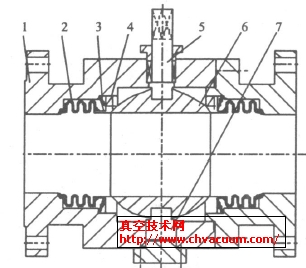
��������ԭ����D1��ʾ����ĥ�\���Ƀɲ��֘��ɣ�һ�ǙC�����S���D�����y�����D�������ŷ�늙C�����оߵ����D�������о��ڏ�����������һ���������o�����w�ϣ����w�c�о��g��ĥ���������\�������£������w�ϵIJ�����uȥ����

�D1 �����о߹��b
2��ԇ��OӋ
�������y��Ĵ���ĥ�^���У��б������ؕ�Ӱ푼ӹ�Ч������1���e�˱�ԇ�ĸ����l�����ء�ͨ�^��1������֪�������c�ӹ��O�䶼�����S���x����ӹ�Ч�ʣ���ĥ�r�gҲ����̫�L���x���5min�^����������ǵõ���ԇ�l���¿ɿ��Ƶ��P�I��ˇ��������ĥ��������ĥ�ٶȡ�ĥ�ϝ�ȡ���ԇ����ҪĿ�ľ����о����������P�I��ˇ��������ĥ��Ĵֲڶȡ���ȼ�ȥ��Ч�ʵ�Ӱ�Ҏ�ɣ��@ȡ���郞���Ĺ�ˇ�Y����
��1 Ӱ푱�ԇ�ӹ��Y���ėl������

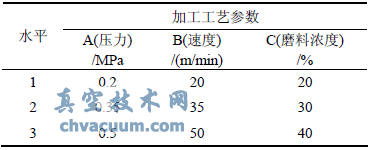
������ĥ����P�ɏ��ɉ��o��F�������w�c�оߵĽ��|��eA�õ�;��ĥ�ٶ�v�əC�����D�ٶ�w1�c�о����D�ٶ�w2�ϳɣ�������ĥ܉�E���ӷ�ɢ���ϳ��ٶȴ�С�ڽ��|λ���c�g����С��w1�cw2�������|�������M���U��;�ׄ����m���ڲ��P䓵���ĥ����W20���ȵ���ĥ�����ڴ���ĥ�������^�ߵ�ȥ��Ч�ʣ����黯Һ������ĥ�����ԫ@���^�õ�ĥ�Ϸ�ɢЧ�����ɴ��г������2��ʾ�ļӹ���ˇ������ˮƽ��ÿ����ˇ�����o��3��ˮƽ��
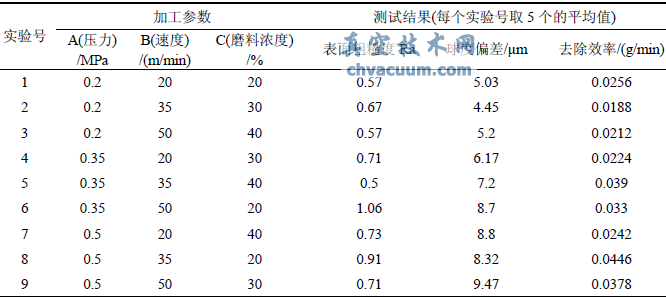
�����ɱ�2�ӹ���ˇ������ˮƽ�����ԫ@�����3��ʾ��ˇ�OӋ����ԇ���ӹ������и��зքe���퉺�����ٶȡ�ĥ�ϝ�ȣ����зքe���@�����ӹ�������ˮƽֵ;�yԇ�Y���У������|���ôֲڶ�Ra���������ƫ���ý��^�A�����ĵ����A�ĈA���`�������ȥ��Ч���Ɇ�λ�r�g�ȵ��y���|��ȥ����(g/min)������
��2 �ӹ���ˇ������ˮƽ
��3 ��ˇ�OӋ����ԇ�����yԇ�Y��
3��ԇ�Y���c����
3.1��ԇ�Y��
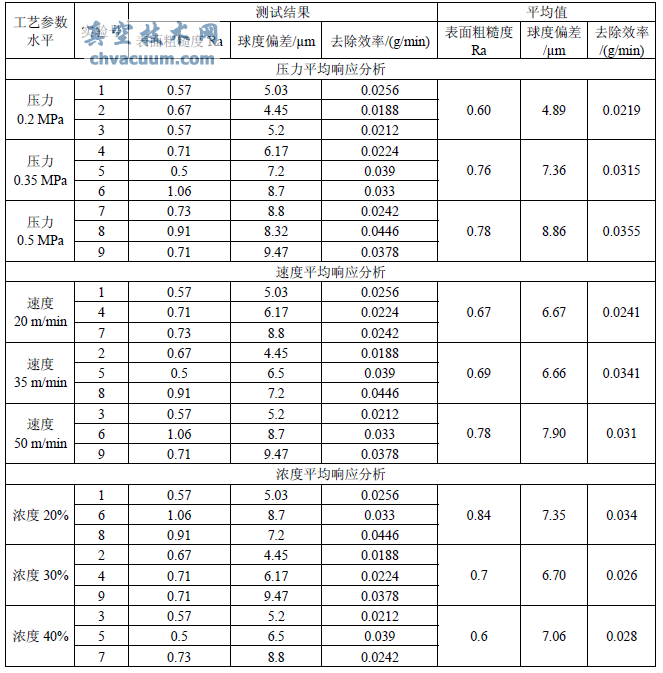
�������ձ�3����ԇ����ÿ�����̖�ӹ�5���y��Ӌ45�����ôֲڶȃx����ȃx��������ƽ�����̖�ֽM�y����Ӌ�㣬�õ������̖�yԇ�Y����ƽ��ֵ��ԇ�yԇ�Y�����3��ʾ��
3.2��ˮƽƽ��ֵ푑�����
��������3�Ĝyԇ�Y���M��ˮƽƽ��ֵ푑���������Ӌ������A(����)��ˮƽ1(0.2MPa)�µ�ƽ��푑��������nj�����A1(����0.2MPa)��1��2��3̖���Y���е�ֵ��ӣ�֮���ٳ���3�õ�ƽ��ֵ���@�ӾͿ��Եõ����u�r������ƽ��ֵ������ֲڶ�Ra(A1)=0.603�����ƫ��(A1)=4.89µm��ȥ��Ч��(A1)=0.0219g/min������2��ˮƽ��ƽ������ͬ�ķ���Ӌ��õ������ڱ�4�С�
����ͬ����ʣ�µăɂ��ӹ�����B(�ٶ�)��C(ĥ�ϝ��)��ˮƽƽ��ֵ푑������������õ����Y�����ڱ�4�С�
����������4��ɵõ�3����ˇ������3��ˮƽ�����w�ı���ֲڶ�Ra�����ƫ�ȥ��Ч�ʵ�ˮƽƽ��ֵӰ���������D2���D3���D4��ʾ��
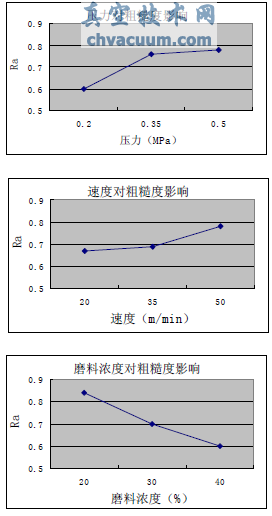
�D2 ��ˇ����������ֲڶȵ�ˮƽƽ��ֵӰ�
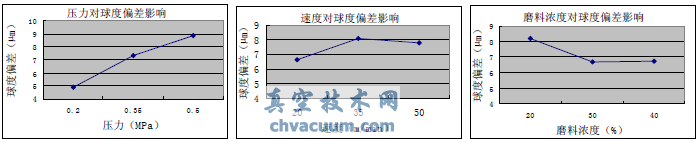
�D3 ��ˇ���������ƫ���ˮƽƽ��ֵӰ�

�D4 ��ˇ�������ӹ�Ч�ʵ�ˮƽƽ��ֵӰ�
��4 ƽ��ֵ푑�����
�����ɈD2���������ڱ���ֲڶ�Ra����ֵԽСԽ�ã�A1B1C3����õĹ�ˇ�M�ϣ���������0.2MPa���ٶ�20m/min��ĥ�ϝ��40%;��ĥ����ԽС����ĥ�ٶ�ԽС��ĥ�ϝ��Խ�ߣ����澫��Խ��;���^�D2�е������¶ȣ���֪ĥ�ϝ�Ȍ���Ӱ����
�����ɈD3�������������ƫ���ֵԽСԽ�ã�A1B1C3����õĹ�ˇ�M�ϣ���������0.2MPa���ٶ�20m/min��ĥ�ϝ��40%;��ĥ����ԽС����ĥ�ٶ�ԽС��ĥ�ϝ��Խ�ߣ���Ⱦ���Խ��;���^�D3�е������¶ȣ���֪��������Ӱ����
�����ɈD4���������ڼӹ�Ч�ʣ���ֵԽ��Խ�ã�A3B2C1����õĹ�ˇ�M�ϣ���������0.5MPa���ٶ�35m/min��ĥ�ϝ��20%;����Խ��ĥ�ϝ��Խ�ͣ��ӹ�Ч��Խ��;��ĥ�ٶ������ߵ�һ���̶�֮������Ч�ʷ������ͣ���ԭ���ǵ��ߺ������D�ٶ��^�죬��ĥҺ����˦������ĥ�w�������y�Ա��C���;���^�D4�е������¶ȣ���֪�������ٶȌ���Ӱ푶����^��
���������Ϸ�����֪���ӹ������c�ӹ�Ч�ʵĹ�ˇ�����ă��������ì�ܣ���ӹ����Ⱦ�Ҫ�Խ��ͼӹ�Ч�ʞ���r�������ӹ�Ч�ʾ�Ҫ�Խ��ͼӹ����Ȟ���r��������ֲڶȶ��ԣ�ĥ�ϝ�Ȍ���Ӱ������ȶ��ԣ���������Ӱ�����ӹ�Ч�ʶ��ԣ��������ٶȌ���Ӱ푱��^��
�����C�Ϸ����l�F�����������^����_ͻ�ą�����Ӱ���Ⱥͼӹ�Ч�ʵĉ�����С�����п��]�_��������С��0.35MPa�����_��ĥ�ϝ�Ȟ�40%���ٶȞ�35m/min.
4���Y�Z
��������ĥ���y��ӹ�����Ҫ�����˫@�����õļӹ����ȼ��ӹ�Ч�ʣ������Ա���ֲڶ�Ra�����ƫ��ӹ�Ч�ʞ��u�r�������ԉ������ٶȡ�ĥ�ϝ�Ȟ��P�I���ƹ�ˇ�����M���������ļӹ���������������
����1)������ֲڶ�Ra�����ƫ����ԣ���ĥ����ԽС����ĥ�ٶ�ԽС��ĥ�ϝ��Խ�ߣ��@���ߵ�ֵԽС���ӹ�Ч��Խ�ã�����Խ��;
����2)���ӹ�Ч�ʶ��ԣ�����Խ��ĥ�ϝ��Խ�ͣ��ӹ�Ч��Խ�ߣ���ĥ�ٶ������ߵ�һ���̶�֮������Ч�ʷ�������;
����3)�C�Ͽ��]�ӹ����ȼ��ӹ�Ч�ʵ�Ҫ����K�_����������Ĺ�ˇ������������0.35MPa����Ȟ�40%���ٶȞ�35m/min��