���y�y�w�T�칤ˇ���M(j��n)
�����ҏS���a(ch��n)����ĥ�Tʯ���y�y�w�����|(zh��)ZG230-450�������a(ch��n)�ӹ��к��b����M(j��n)�Џ�(qi��ng)��ԇ�(y��n)�r(sh��)���l(f��)�F(xi��n)λ�ڈD1A̎(��DN300���y�y�w����)��߅��������ͬ�̶ȵĿs�ɡ��s�F(xi��n)���T��ë���r(sh��)���۟o(w��)����Ҋ(ji��n)������(j��ng)�^(gu��)�C(j��)е�ӹ���(qi��ng)��ԇ�(y��n)���НBˮ�F(xi��n)��l(f��)�����a(b��)�����Ǻܺõ��k����ͬ�r(sh��)��(qi��ng)��Ҳ�o(w��)�����C����(j��ng)��(j��)�pʧ�ܴ�
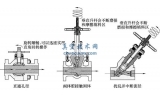
�D1 ���y�y�w�
1��ԭ�����
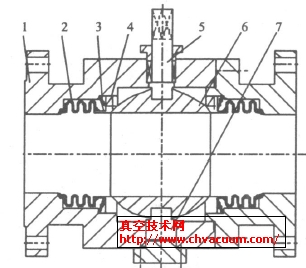
����ԭ��עϵ�y(t��ng)����עλ����D2��ʾ��
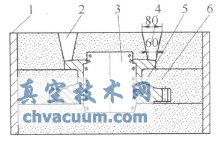
�D2 ԭ�T�칤ˇ
1 ɰ�� 2 ���� 3 ɰо 4 ð�� 5 Ϳ�ό� 6 �T��
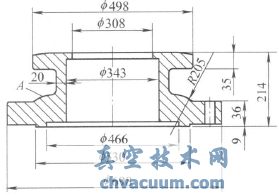
�����������淨�m�P(p��n)С(Φ498mm×35mm)���y�w��С�ں�20mm̎�ڱ������ײ��ķ��m�P(p��n)�^��(Φ698mm×36mm)���Լ�A̎���ڟṝ(ji��)���ڝ�ע�r(sh��)�ײ����m��A̎�������棬ʹ���Ų���ȥ�������^���������T�쑪(y��ng)���^�M�����ɡ���?y��n)��T���������^(gu��)���У��T䓵�Һ�B(t��i)�տs�������տs����������̲�λ�����ṝ(ji��)̎���F(xi��n)�s�Ϳs�ɡ�����Ҫԭ�����y�w�Ĵ��m�P(p��n)����A��λ�a(ch��n)���ṝ(ji��)��ɢ��l����Y(ji��)��������С���m�P(p��n)���y�w��С�ں�20mm̎�����̣�������̅^(q��)�Ƶ��ײ��Ĵ��m�P(p��n)��A̎����ɿs��s�ɡ�
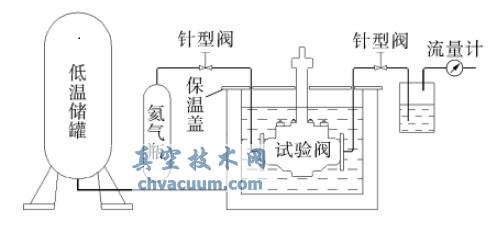
2����ˇ���M(j��n)
�������M(j��n)��ˇ������D3��ʾ�����վ�������ԭ���������ע��(y��u)�ȣ�ð�ڿ�߅�P����ˇ��
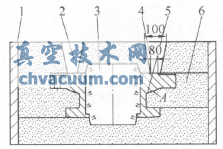
�D3 ���M(j��n)���T�칤ˇ
1 ɰ�� 2 ���� 3 ɰо 4 ð�� 5 Ϳ�ό� 6 �T��
�������w�T�칤ˇ���M(j��n)���£�
����(1)ɰ���x�ô�һЩ�����C��ɰ����
����(2)����(j��)�T���Π�ߴ�������m��ģ��ɰ��ģ��(y��ng)��ǰ�M(j��n)�к�ɡ�
����(3)ð�ں͝����O(sh��)Ӌ(j��)�����A�Σ���߶Ⱦ�ȡH=1.3B(B��ð�ڌ���)���Ա����ð�ڵ��a(b��)�s�ʡ�
����(4)���ƺÝ�ע�ضȡ�
����(5)�����m�P(p��n)�������棬�ҝ��ں�ð�ڵ�λ�ÿ����ṝ(ji��)�^(q��)�����T�섓(chu��ng)���˘O��������������̗l�����ṝ(ji��)�^(q��)�õ����r(sh��)���a(b��)�s��
������ˇ���M(j��n)���ڝ�ע�r(sh��)�������淨�m�P(p��n)�ײ����m��eС����ע����Һʼ�K̎��Һ����ǰ�ˣ��Ҝض�Խ��(l��i)Խ�ͣ��ײ�С���m���y�w��С�ں�20mm̎�܉�Ѹ�ٳ�M��ͬ�r(sh��)Ҳ��������ǻ��(n��i)���w���ų���
3����(y��ng)����
�������ø��M(j��n)��Ĺ�ˇ����Ч�ؽ�Q�y�wA̎�Ŀs�ס��s�ɵ�ȱ�ݣ���Ʒ�ʷ�(w��n)����97%���ϣ�Ч���dz��á�