���������濾�Ś��^���К������w�|�V����
���������ĘO�|�V�x�����������{�ܺ濾�Ś��^���К������w�M�Ќ��r�z�y�������濾�Ś��^���й܃ȼ���������ꎘO�ij���Ҏ�ɡ��Y���������濾�Ś��^������Ҫ���F��������߷壬���γ��F�ں濾�Ś�ض�30��75��325�棻�^�����ų����w��Ҫ��H2O ������������CO ��H2 ���M��濾�ŚⱣ�^�������^С���һ������ֺ㶨���濾�Ś�Y���������w�����٣�������1.2×10-5 Pa �������{���ṩ���^�õĸ���խh����
�������������К������w��������ꎘO�l�����ܡ��������ܼ������������dz���ҪӰ푡��ڌ��H�����У�����Ҫ�������������К������w����(��ն�)����Ҫע����ƚ������w���|(���w�ɷ�)��������ꎘO�ж������õĚ��w�������͵��R���ж��������£��������㣬����ꎘO�м������õ�߀ԭ�Ԛ��w������һ����щ���������ͨ�����܃Ț������w�����ע�����°l����x���a�����x�ӕ������x�Ӿ۽����x���Z��ꎘO���x����ʎ�������F��ʹꎘO�l����lݔ�������½��������ĺ濾���Ś�(���º��Q����)��ˇ�^�̌��p�����{�܃Ț������w�����C���{�ܿɿ������Ȟ���Ҫ��
�������������^���й܃ȳ���ijɷּ���։���������������������ܺ��|�������M�aƷ���OӋ��ˇ������Ҫ�����á��������w�|�����ߣ��������������ܵ��ӣ�����ʧЧ����Ҫԭ��֮һ�������ĘO�|�V�������w�������g�������ڷ������N����ɷ��������͉ܺ�����Ӱ푣������ڲ��������ȴ��ڵķŚ�Դ���Ա��Д�ꎘO�����������������a��ˇҎ���Ƿ�ƌW�����������������|��������z�y���ܵ��ֶΡ��ĘO�|�V�x�ѳɞ�߿ɿ����߷������L��������������������\���x����
��������������Ś��_�ϰ��b�ĘO�|�V�x��ͨ�^�濾�Ś��^���������ȳ����^�̵��|�V��������ꎘO���܃Ȳ��ϳ����^�̼��ɷ��о����u�r��
1��ԇ�ϵ�y
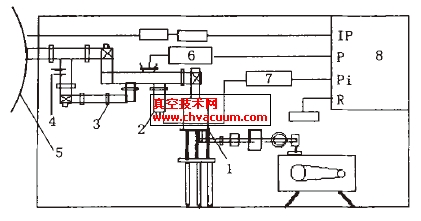
���������ϵ�y��Ҫ������ҡ������ϵ�y�������ϵ�y���濾ϵ�y���ĘO�|�V�����x�岿�ֽM�ɡ�Ԕ���M���㲿����D1 ��ʾ��ԓ�O�䌣���ڳ�����l���µĴ������{�ܺ濾�Ś⼰���x��
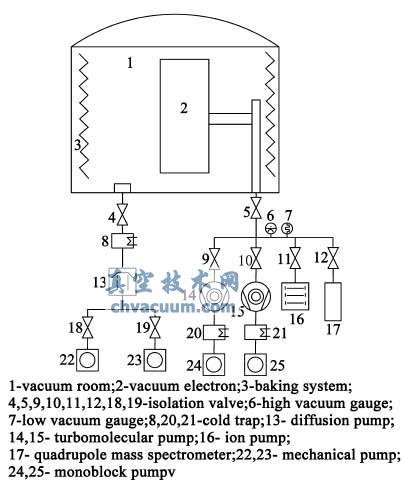
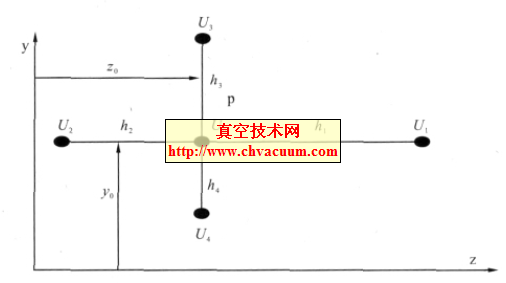
�D1 �����ښ������w�|�V�����Č��ϵ�yԭ��D
�����������Ч�������gΥ1000 mm ×2000 mm ��������ǻ�ݷe≤10 L�������ϵ�y(���������)��Ҫ�Ƀ��_�Cе�������_���ӱ���һ�_�x�ӱýM�ɣ��O����նȴ���10-8 Pa �����ֹ���ϵ�y���������͚���Ⱦ���ڙCе��ǰ�����˃��_���塣�����ϵ�y��Ҫ�Ƀ��_����ٙCе�ú�һ�_�Uɢ���M�ɣ��O����ն�1 ×10-3 Pa ��
�����ĘO�|�V�x�B�ӵ������ϵ�y�ϣ����ں濾�Ś��^���д������{�ܚ������w�������ĘO�|�V�x���ô��F������ָ���^�ߣ���Ŀǰ������V��һ�NС�̈́ӑB�|�V�x���ɜy�������Ȳ����w�ĽM�ֺ������ķ։���ֵ���ĘO�|�V����ϵ�y��Ҫ�����²��֘��ɣ�������ՙC�M��ǻ�w(�ܵ�)���y�T���ĘO�|�V�x���ɘӷ����C�����yԇ���ƃx�����o���b�á�
2���濾�Ś��^���й܃ȳ���Ҏ��
�����������{�������乤��늉��ߡ�ꎘO�l������ܶȸߡ����ע���ʸߺ��ݷe�������ǻ�Ț������w�ijɷּ�������Ӱ������������������������܈�U�����{����Ҫͨ�^�濾�Ś����Ɍ�ꎘO�ֽ�ͼ����ǻ����խh���@�õġ��濾���Ś�������{���Ƃ�����һ������ͨ�^�����{�ܼӟ������Ś⣬������{�ܹ�ˇ�^���е��ЙC�ȥ�������ڽ��ٺ��մɲ��ϱ���Ě��w����ꎘO�M�зֽ�ͼ���@��ꎘO���߉��^�������ע��ݔ��Ҫ��ĸ���խh����
����������x��S ���δ������{���M�к����^���й܃ȳ���Ҏ�ɵķ����о���ԓ���{�ܲ��ÏͺϽY����������ꎘO��ꎘO�b�����{��ǰ���^����Ә��A�������������ܺ濾�Ś����ꎘO�ֽ�h�������^�٣��s������������ĺ��ŕr�g���pСꎘO���⌦�܃ȭh����Ӱ푡���D2 ��ʾ����������{�ܺ濾�Ś��^���У��������w�ɷּ�������׃�����ɈD�п����^������������濾�Ś��^���У�H2O(M/ e =18)�������������������Ĵ�С���Ξ�CO(M/e =28)��H2(M/ e =2)��O2 (M/ e =32)��CO2(M/ e =44)������С�����Ժ��ԡ�
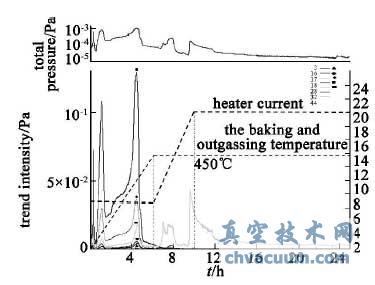
�D2 �������^���������
�������г�CO ���w�⣬�������w�����������^���г���Ҏ�ɻ���һ�£���Ҫ���F������壬��һ�����l���ڟ��z늉������ʩ�ӳ���(���z���7 A �����Ŝض�30 ��)���S�����ŜضȺ�ꎘO�ضȵ����ߣ����ض��_��75 ��r���F�ڶ�����壬��325 ����Ŝض��£����F������Ҳ�����ij���壬�S�������ȳ�������u���ͣ���450 �汣�����g���������dz�С�һ������ֺ㶨��δҊ���@�����F�������^���У�CO ����Ҏ�ɱ��^���⣬�������^���У�Ҳ�a������������壬���������������M����ű��^����F�ɂ��^��ij���߷塣
3���濾�Ś��^���г�������
�����܃Ț�����Ռ�������ꎘO��Ӱ푷֞��ж��Ԛ�ա����Ԛ��w��ա������Ԛ����������Ś��^���К�����պ�����������Ռ�ꎘO���õ����أ����c��O2 ��H2O ��CO2 ��H2 ��N2 ���M�з�����������Ҫᘌ��Ś��^���г��F��������塢450 �汣�^�������ꮅ���ܳ��tǰ���傀�r�g���M�����c����������Է������������w�ɷּ������Ҏ�ɡ�
�������{�������M�����պ��Ś��_���_����ձ����z©���˕r���ܳ������^����ն��^�ͣ����Բ��M�������Ś⣬�鱣�CꎘO�Ś��|������ֹ�܃Ț������w������ꎘO�͜^�ۼ�����ꎘO“�ж�” ���茦���zʩ�����늉���ʹꎘO�^�ض����ߡ���������Ȍ��濾�Ś��^���е�һ������߷��M�К���������˕r���z늉�������_�������O��ֵ�����Št�ȜضȞ�30 �棬�������Ҏ���y����նȞ�1 ×10-5 Pa ���ĘO�|�V������D3(a)��ʾ��ԓ�������w��Ҫ����ꎘO�����늉����ߣ�ꎘO�ֽ�a�����ɣ��S�����z���늉������ߣ���Ә��Ȳ��ض����ߣ�ꎘO���ϳ��������ӣ���Ҫ������|�����քe��18 ��17 ��28 ��16 ��2 ��32 ��44 ���������w�����|�V�D���|����18 ��H2O �壬�|����17 ��OH+��Ƭ�壻��o�|����14 ��N+��Ƭ����F�������|����28 ����Ҫ��CO ��壬�|����2 ��Ҫ��H2 ��壬16 ��O2-�壬32 ��44 �������^�٣�ʼ�K̎��10-4�������քe��O2 ��CO2 �塣
�����c��ͬ�r��������Ә��Ȳ��ض����ߣ��Y���������������ͻ��W�������w�����ų����������ؾC�����îa����һ������塣�S�����Ŝضȵ����ߣ��Y���㲿�����������������wጷţ����F�ڶ�������壬�����w�ɷּ�������D3(b)����1 ��ʾ�飬�˕r���z늉����������O��ֵ���t�ȜضȞ�75 �档���^�ڶ������ų���߷���S�����Ŝضȵ����ߣ��������������ӣ����t�Ȝض�325 ��r���_������������߷壬�˕r�����w�ɷּ�������D3(c)����1 ��ʾ��
�����ɈD���п��Կ����������������w����Ҫ��H2O ��������������H2 ��CO ��������O2 ��CO2 �������^���еij�����Ҫ����ꎘO���ϳ���ͽY�����ϳ��⡣ԇ����{��ꎘO����������ꎘO��ԓ�ꎘO�������^����Ҫ����ԓꎘO�����������ڶ̕����c�՚���|�^�����������s�⣬��H2O ��CO2 ��H2 �ȣ��ҽY�����ɣ��������^��ꎘO�Ƃ��^���У�ʹ�����N���ЙC���ǰ̎���^���У��ЙC��ֽ�a����C �������^�����ڸ���ոߜؗl�����c���σȲ���Oԭ�ӽY���γ�CO ��CO2 �ȡ�

�D3�����r�̳����|�V�D

��1�����r�̚������w�ɷֺ���
��������l���£����{���еĽY�����ϵij�����Ҫ���Ա�������Ó���Ě��w�ͻ��W�����a���Ě��w�����{�ܵĽY�������ڿ՚��Ѓ���r���������Ě��w�c�h���К��w�_���ӑBƽ�⣬�M����խh�����@�N�ӑBƽ�ⱻ���ƣ��Y�������_ʼ����խh���г��⣬�������������Ě��w�c���ϱ���ĽY�����^�����ڳ�����l�������^����ȥ���������W�������w�c���ϱ���ԭ�Ӟ黯�W�I�Y�ϣ��Y�����^���������������Ķ࣬��˳��ں濾�h����400 ���^�L�r�g��ȥ�������ڵ�������帽���ų������ϵķŚ����ԣ��c���ϳɷ֡����ȡ��A̎�����������ϱ���ֲڶȼ�ԇ���������Pϵ�����{����Ҫ���ٽY�����ښ�Ᵽ�o�l�����F�����ɣ��Қ�����������ڸ��N���ϱ��沢�B������Ȳ����������������w��
������������Ó�������ڽ��ٲ��ϣ���ͬ���w��Ó���ضȺ�Ó�����Ed ����^�����К����ӵ�Ó���ض���ͣ���30 �� 45 �棬�ӽ����ء�ͨ�����ٱ��涼�����ɺ�Ȟ�10 �� 1000 nm �Ķ��������Ĥ����e��1 cm2 ����100 nm ������Ĥ���������ஔ��100 ��ˮ���ӌӵ�ˮ������������ꎘO��������������O����������ˮ���������ٲ���������мӟ�r����200 ���ԃ���Ҫ��ˮ�����������������|��Ó�����_��200 �����ϣ�̎���������е�����ˮ���������|�_ʼጷţ�ጷ����ʛQ���������ͨ�^��ͬ�L�Ⱥ�ֱ�������c����ĔUɢ���ʡ�
�����ں濾�ض�300 �� 400 ��r���@���֚��w(N2 ��O2 ��CO2)���ٷų����γɵ���������߷塣һ����ˮ���Ӟ�ߜؗl���£����σȲ�H2 ߀ԭ������a��H2O ��
4���濾�Ś��^���б��^�����ź����
�����D4(a)����ű���18 h �������w�ɷ֣����w�������2 ��ʾ���ɈD������ʾ�����^18h ���ź܃���Ҫ���w�����^���һ������ֺ㶨����Ҫ���w��CO �������������Ҫ��H2O ��H2 ���w�������Ś��ꮅ������������3 .165 ×10-5 Pa ���D4(b)����ŽY����ͣ�ͱ�6 h ��܃Ț���������˿̟��z늉������0 ���t�Ȝض�72 �档�ɱ�2 ��ʾ�����ŽY����܃���ն��_4 .3 ×10-8 Pa ����ȫ�M����������������10-5 �� 10-6 Pa ��ն�Ҫ�܃Ț������w��Ҫ������CO ���������w�������������{�������������R�牺��ֵ������Ӱ����ܵ������������M��ԓ�������P�ĘO�|�V�x���_�t�����ܣ���˴˿̹܃Ț������ֱ�ӷ�ӳ�˺��ź����ܹ܃����ǚ���ɷֺͺ�����ֱ�^�ķ�����ԓ֧���������܃���խh����
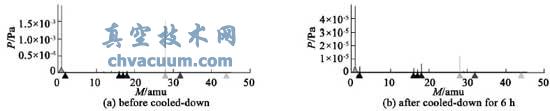
�D4 ���濾�ŚⱣ�^�܃ȳ����|�V�D�����ܷ��xǰ�����|�V�D
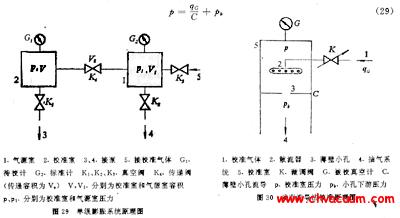
��2 ���濾�ŚⱣ�^�������w�ɷּ����ܷ��xǰ����ɷ�

5���YՓ
����(1)�濾�Ś��^������Ҫ���F��������߷壬���γ��F�ں��Ŝض�30 ��75 ��325 ���^�����ų����w��Ҫ��H2O ������������CO ��H2��
����(2)�M����ű��^�������������ֺ㶨���ҳ������^С��
����(3)���ŽY�������܃Ȳ���ն��_4 .3 ×10-8 Pa �������w�������������{�������������R�牺��ֵ�������{���ṩ�˷dz��õĸ���խh����