orbit�y�T�y�U����ԭ��ͽ�Q��ʩ
����ʯ����Ȼ��̎��վ���÷��ӺYÓˮ�b��Ó����Ȼ���� ��ˮ���_���������w�����͚��wˮ¶�c�Լ��M����m�����\�еĹ�ˇҪ ���ӺYÓˮ�b���x���M�ڵĿ�������˾���a������ʽ܉�����y�M�� Óˮ��ˇ���̵��Ԅ��ГQ�����܉�����y���\�Р�B�É�ֱ���Pϵ���� ���b�õİ�ȫƽ���\�С�
������Ȼ��̎��վorbit�y�T���ڳ����\���ټ��ϙz�S���|�����^�P�������l���y�T���ϣ��o���ӺYϵ�y�����\�Ў����ˇ���Ӱ푡��������Ќ���ˇϵ�yӰ����ľ���orbit�y�T�y�U���ѹ��ϣ��y�U�� �Ѻ��y�T�_�����ˣ�����ˇ���̱�����������ɷ��ӺYǰ�ˉ������ߣ����s�C�ͣ�C�����϶���Ҫ�ǹ��ϵIJ������r��Ч��̎��������Ó��ˮ�ķ��ӺY�IJ������r����������ɷ��ӺY���¡�
1��Orbit�y�T��������
����Orbit�y�Tλ����Ȼ��̎��վ��Ȼ��̎����ˇ�з��ӺY��ˇ���M���ڣ���ˇ���|����Ȼ�⣬��������������3.OMPa���Љ�������;�ض���50-200°C�������ӡ�ԓ�b����1997��Ͷ�a��2006��8�z��ǰδ�l���^�y�U�����¹ʡ�2006��8�z�ޕr���Q��һ���y�U�����Q��ȥ���y�U���Ϟ�ASTM420��ԭ���Q�����y�U���Ϟ�ASTM8620�������y�U�l���r�H���۲�������r�g����2012���ֹ� �m�l���y�U�����¹ʹ�7�𡣽o��վ�İ�ȫƽ�����a������^��Ӱ푣��������y�U���ѵ�ԭ��Q�y�U���}�̲��ݾ������}��K�۽����y�U�|�����}���b���|�����}�ϡ�
2���y�U����ԭ��
�������˸�����Ƿ����y�U���|���ˆ��}����Ȼ��̎��վί�����Y�| �Ć�λ���y�U�M���ˌ��I�����������Y�����£�(a)��Ӳ�Ȝyԇ������ �����ϻ��^���gҪ��(HRC33��40)��Ӳ��ֵ���������Q����8620 �y�U���܃��ڔ���420�y�U;(b)�ɻ��W�ɷַ����Y���ɂ��y�U���� �����Ϙ˜�Ҏ��;(c)SEM��ڷ�����
������SEM��ڷ������Կ����������ϴ��ڴ����@�Ѽy�Լ���ֱ ���Ѽy��ƣ�ڼy�������y�U�Ĵ���ƣ�ڔ���������
�����C�Ϸ����Y�����Եó��YՓ�������� AS T M42 0�y�U߀�� ASTM8620�y�U�|�����Ƿ��Ϙ˜ʵģ�ASTM8620�y�U�|���ԃ��� ASTM420�y�U���y�U�Ĕ����������y�U�ڵ��l��׃�������õ����� �±��摪������̎�a����ƣ���Ѽy���Ķ�ʹ���ϵ�ƣ�ډ������ͣ��� ���y�U���Ԕ��ѡ�
3��ƣ���Ѽy�a����ԭ��
�������^���I�ķ������ó��y�U���ѵ�ԭ����ƣ�ڔ��ѣ�ƣ�ڼy���� �a�����ֳ��˔[���҂���ǰ��һ���y�}���mȻ�y�U���|��һ��ʹ�É����������@��ƣ�ڵ�̫���ˣ���ǰ����10�궼�]ƣ�ڔ��ѣ��F�����˲�������͔��ѡ��϶��͙z�S���|�����P��Ӱ��y�U�z�S���|���ą��������y�U�г̺��y�T�ܷ��氲�b����
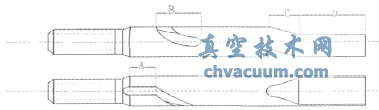
�D1 �y�Uʾ��D
��������orbit�y�T����ԭ��֪���y�T�г��b���^�̣��y�U�ܷ�б�� ���yо�Nᔉ��ͶȲ������yо���y���h�ܷⲻ�o���y�T���׃� ©���y�T�г��b���^�L���y�U�ܷ�б����yо�Nᔉ��Ͷ������� �yо���y���h�ܷ��^�o���y�U������������ƣ�ڡ�
�����y�U��Ҫ��A��B��C��D���ܶΡ�A�Ξ��y�Uֱ���\�ӿ��ƶΣ�B ��λ�y�U���D�\�ӿ��ƶΣ�C��λ���w�ɉ��Σ�D�Ξ����w���D��.�� ����վ6��orbit�y������A+B=81mm;3��orbit�yA+B=61mm�����b���^����6���y�T�x����b���г̷����ڣ�6���y�T�г̣�85.73---90.49mm��3���y�T�г̣�48.42---53.18 mm ���@Ȼ6���y�T�г�̫�L��3���y�T�г��ں����ķ����ȣ��@Ҳ�Ǟ�ʲô3���y�T�ā�]�� �l���^�y�U���ѹ��ϡ�
����ORBIT܉�����y�ĽY��������ܷ⣬ͬ�rҪ����ܷⷽ�� ��ܳ��^0.2Mpa����ORBIT܉�����y���ܷ�ȉ��������ܷ� �ȉ����r���ܷ�Ч����ã���t���ܳ��F����Ҫ���й©���_����ʹ ��Ч���������ܷ�Ҫ���г���վ���ӺY�ڸ��N������r��orbit�y�T �ܷ��氲�bʾ��D��
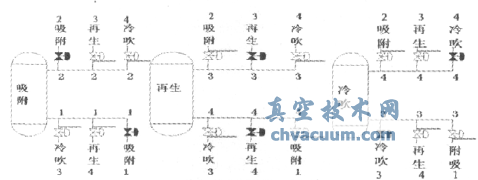
�D2 ��Փ�y�T�ܷ��氲�b�D
��������Խ����퉺��Խ�ߣ�����ԽС���퉺��Խ�ͣ��tɫ���ֱ�ʾ��Փ�ܷ���ȡ���Փ��r�£�6��orbit�y�T�ܷ��摪ԓ�ڱ��x���ӺY�ȣ��@���ܷ�Ч�������á����H��վ�����M���ܷ��涼���������� �Y�ȵģ����ڷ�������s200kpa���mȻ��Ӱ��y�w�ܷ⣬����Ӱ��y�U�������@������ĉ���ʹ�y�U����ƣ�ڑ������ӡ�
����Ŀǰ��ֹ�����Ԕ��ѵ�orbit�y�U���������M�ڣ��������ڏ��� ���ГQ��������B�r���l�F�y�U���ѣ����ѕr�y�U��B���P�]��B�� Orbit�y�T���_���r������������������Ҫ���P�]�r���y�U���ܶ�Cб ���yо�Nᔣ�ʹ�yо���y���h�ܷ�o�ܡ��ɴ˿����Д���y�Uƣ�ڼy�����P�]�r����ɵģ�Ҳ���P�]�r�l�����ѡ�
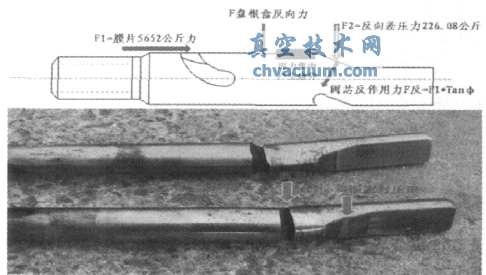
�D3 �����M��Orbit�y�T�ڷ��ӺY�䴵�r����������
������Orbit�y�T�ڷ��ӺY�䴵�r���������������Եó����y�U���@ ���r����Ҫ������ĤƬ�o�y�U���µ�����F=P*S=�x���L����*ĤƬ ��e=4.5����*3.14*20*20=5652����ͷ�������F2=�ܷ��� S1*�ܾ��P=3.14*6*6*200kpa=226.08����yо�Nᔽo�y�U�ķ�����������
����F��=F*tanφ1+F2���S���y�U�г����ӣ��y�U���yо���y���h�� ��Խ�o���A��φ1�͕�������������Ҳ�����ӡ�
�����ڵ��l��׃�����������£��ڑ�������̎�a��ƣ���Ѽyʹ���� ��ƣ�ڏ��Ƚ��ͣ������y�U���Ԕ��ѡ������y�U�ϰ벿���бP���оo�o�����������y�U����̎��P���к��yо����̎���D3�У��tɫ���֣� ��������̎��
�����C���������y�U���ѵ�ԭ��飺1���y�U�г��b���^�L�������y�U�ܷ�б�扺���yо�^��y�U�������ӣ�����ƣ�ڡ�2���y�T�ܷⷽ�� ���b�������������r���ܷ������з�������������Ӵ����y�Uؓ�ɡ�
4����Q����
����(1)ᘌ��y�U���ѣ���ȡ�˸��Qԭ�����е�420�y�U�������y�U �г��{���������ķ����ȡ��y�U�г�ҪС��A+B=81mm����Ҫ�ܷ� �o��;(2)�{���y�Tλ���ܷ��������͉�����ʹ�y�T�����ĕr���� ����ĉ��






