��ĩ�����y�����P�I�㲿��
1���P�ڷ�ĩ�����y
1.1����ĩ�����y����;�����c
�������ڷ�ĩ����ݔ���^���з�ĩ�������Ŀ��ơ��������F�ڟ���^�̵���ݔ��Mg/CaO��ĩ��䓰�Ó��ć����O���У�ͬ���ǹ�������λ��ʹ��ͨ����׃��������������ĩ�����y���{���^����ʼ���K����������Ӱ��^���������yҪС��
1.2����ĩ�����y�đ��ìF��lչڅ��
����������OӋͶ�a�ğ�����a���������ˇ����b�ã���Ҫ�ɇ���S���ṩ�������a�S�Ҍ��ڷ�ĩ�����y��ʹ��Ч�����M��ͬ�����Ѳ����ܔ[Ó���ҷ�ĩ�����y����ˎ���ИIҲ�Б��á��S�������I�ļ��g���켰���P�ИI���µ����a����Ͷ�a����ĩ�����y���Ì��ʔU��څ�ݡ�
1.3����ĩ�����y�Ļ������켰����ԭ��
������ȥ�c���������yͬ���еĚ��w���y�w������⣬��ĩ�����y�Ļ�������Ҋ�D1��
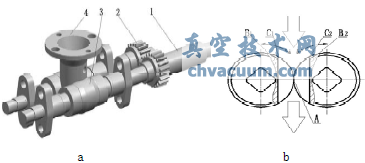
1.���S2.�����X݆3.�y��4.�y�w
�D1 ��ĩ�����y�������켰������rʾ��D
�������{��ԭ��飺
�������ЙC���������S1�D�ӣ��c���S1ϵ�Ă����X݆��2����ͬ�Ľ��ٶ��D�ӣ��c֮���ăɂ��A�������е��y�����R���D�ӣ��ɈD1b��ʾ���������^���{���^�����y����\�ӷ����ļ��^�鉺�s�՚�������Ó��ĩ�������ݔ�ܵ��ķ��Dʾ�y��λ�Þ����������B������B1�c�cB2�c�غϕr����ĩ���ӱ��ؔࡣ�ؽ���C1��C2������һ�l����݆�������ڷ�ĩ�ϱ����ܵ��Ě≺��������r�£�����݆���������ڽ�λ�ÛQ������ͨ����Ĵ�С�Ķ��Q����ĩ�����ݔ�ܵ���ע������
2����ĩ�����y���P�I�㲿��
�����D1b�нؽ���C1��C2���ɵĹ���݆��������Փ�����y���_����Σ�����̎����ͻ����λ�ã�����Ҳ��ĥ�p����صIJ�λ���S������݆������ĥ�p�����ӣ����{�ؾ�����u��ʧ����ĩ�����yʧЧ��U����Ҋ���y��ļ��g���ܛQ����������ĩ�����y��ʹ�á�
2.1���y��ʧЧ�^��
���������е��y����Ϟ�Ͻ�Y��䓱����Ӳ�t��ĥ�p��r�Ƿnj��Q��������IJ۠�����J���DZ����Ӳ�t�����S�C��r��ijһ�c��ĥ�p�l���B�iЧ����ĥ��ͨ�^ԓ�cֱ�����õ��C�w���٣�ĥ�p�Mһ�����٣��γɲ�Ҏ�t�Ĝϲۡ���һ����r���ԣ������ĥ�p����ͨ�^����׃��ֵ�Ĝy����������ܛ���ķ�ʽ����У�������{�ؾ��Ȼ֏͵�һ�����Խ��ܵ�ˮƽ�����������ĥ�p���y��У���ġ�
2.2���y�ꏊ��;��
2.2.1����������
�������ڈD1b�еĹ���݆�������ڵĆ��}���OӋ�ˆT�����һ�N��������������ʽ��D2
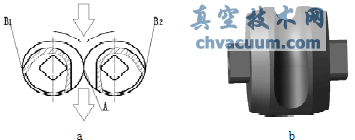
�D2 ���M����y������
�����D2a���y�깤����rʾ�⣬�D2b���y����������^��
�������M����y����������Ҫ�����飺���{�ؽǶȷ�������һλ�ã�����ͨ����������A�������������c���ӷ����Ǻϣ�������С���{�ؾ��ȸ��ߡ���ʹ�y����õIJ��ϼ�����̎�������c����������ͬ���ڿɽ��ܵľ��ȷ�����ʹ�É��������Ч���L��ԭ�����ڷ�ĩ��ĥ��һ��ƽ���������ϵ�Ӳ�t�ӣ���ĥ������݆����Ҫ�����ڲ�ͬ���_������ĥ�p�IJ�λҲ��׃����һ���̶��Ͻ����˱���ƣ�ڣ����������@�ġ��������������{�صĽǶȷ���������ͨ��90°���г̵Ĉ��ЙC������ֱ��ʹ�ã�����������ļӹ��y�ȼӴ������@��ԭ��Ŀǰ���y�Բ��á�
2.2.2��У���֏;��ȼ��l��
�������ڌ��Hʹ�õķ�ĩ�����y���ԣ��ɽ��ܵľ��ȷ��������׃����≤1.5%���t��������ҕ�����A�r�����ͨ��φ20��ֱ�������ʼs��0.75%����0.15mm���Q��֮���چ�߅����ĥ�p7.5�z�r��߀����ͨ�^ܛ�������������ǣ����������D�Ƶ����_��λ�ã�Ȼ���������׃���ʴ_���������D��׃�����ɻ����֏;��ȣ����M��һ���µĉ������ڡ�
�������}���ڣ���7.5�z��ĥ�p��ȷ����ȣ��ܷ��Cĥ�p�Ǿ���ģ����һֱ�Ǿ���ģ��ڝM���{�ؾ��ȵėl���£�߀�����M�ж����������Ӳ���Ӳ����籾��ǰ��������Ӳ�t僌ӵĺ��Ҳ��1μ[1]���ң�һ��Ӳ����ĥ�����͘O�׳��F��Ҏ�t��ĥ�p�ۣ���ʹ���^У������ĥ�p�ٶ��ѽ�ʧ�أ����^�mʹ�ã�����ƾ��Ȍ�����ۿۣ����ܝM��Ó��ˇҪ��
2.3����Ч�����Č��ú��x
�������Ӳ���������ĺ�ȣ��ڿ�У�����ȵķ������ֿ��A�y�ľ���ĥ�p���tÿһ��У������ʹ�{�ؾ��ȵõ���Ч�ػ֏ͣ����ܱ����ஔ��ʹ�����ڣ��@�ӔUչ��ʹ�É�������Ч�������@��ȫ��ͬ��ǰ�������y����������x��ǰ�������y����������x�ஔ��һ��ĥ�p���ڣ�����߀����һ���y�T�`�����̵ĘO�ޣ������Ӳ���ӵ�ĥ����ʧȥУ���ărֵ���@���ڮaƷ���M���ڇ�����I���ژO��IJ��㣬�Ҳ��f���Q�y��ijɱ����H�������ڡ����Q��ж�ȣ������o���a�\���������y����Ҋ��ͨ�^����У��������y�����Ч�����ͺ��Ќ��H���x�ˡ�
2.4���y�ꏊ�������đ��ü���Ч��
2.4.1���y�ꏊ���������x��
��������ǰ���ᵽУ�����ȵăɂ��h�������������D�Ƶ����_��λ��;��������׃���ʴ_���������D��׃�����ɴ˛Q��������Ժ�Ч�����S��ĥ�p���Ӵ�һ���ȣ��mȻ�D�ƹ�����λ�ò��y������������׃���ʴ_���������D�Ǖ���u���y���{��Ʒ�|�½������ԣ�У���Δ�Ҳ���ǿ��ԟo�����ӣ�������У���ߴ緶������0.25��0.35mm���鱣�U��Ҋ���y�깤�����Ӳ���Ӻ�ȑ��_��0.5mm���ٿ��]�ӹ�������ԭʼӲ���ӑ���0.8��1mm��
��������ij�������g���x��304���w+Ni-B�Ͻ��ҺĤ�۽�Uɢ��[2]�������_����Ҫ��ĺ�Ⱥ�������
2.4.2���y�ꏊ��Ч��
������ĩ�����y�ɹ�����M�ڣ��y����Ч�����ɱ����ӣ��Ŀ�A�M��ɡ�
3���Y���Z
����(1)��ĩ�����y���ڟ�䓡���ˎ���ИIʹ�ã��ڷ�ĩ����ݔ���^���о��о��_���Ʒ�ĩ�������Ĺ��á�
����(2)��ĩ�����y�����{���^���У��ɂ��A�������е��y�����R���D�ӣ������ϵČ��Q׃����۽M���γ������������������������c��������������غϣ����ڹ����ĩ��ݔ��������
����(3)�y��ļ��g������������ĩ�����y�������Ⱥ���Ч�������P�I����ǰ���M�ķ�ĩ�����y���@���h����߀�������@�ĸ��M��Ҫ��
����(4)�����ṩ���y�ꏊ�������ƶ��^�����У���“��Ч����”���^�c������������Ӳ���Ӻ�ȵ�������
����(5)304���w+Ni-B�Ͻ��ҺĤ�۽�Uɢ���m�Ϸ�ĩ�����y�y�깤����ď�����
����(6)��D2������ʽ�ķ����܌�ʩ���ٲ���Ni-B�Ͻ��ҺĤ�۽�Uɢ���������揊������ĩ�����y�y�����Ч�����ڬF�Ѹ��M�Ļ��A�ϣ�߀����ߔ�����
�����īI
����[1]�ɴ���.�Cе�OӋ�փԵ�һ��[M].���W���I�����磬2002.
����[2]���\�h��.ҺĤ�ܽ�Uɢ����ч��ۜضȵ��Єe�c����[J].�T�켼�g��1996.






