�������y�ܷ����NOREM02�����۸��������о�
�����x�ßo�NOREM02�F����ĩ�ڲ��P䓻��w���M�м����۸������ڲ�ͬ��ˇ�������۸�����ò���^�M�����@Ӳ���M���^��͜yԇ�����M������������������o�B���ݷ���NOREM02�F�������۸��ӵ������M���о������cStellite6Ⓕ��۸��ӺͲ��P䓻��w���ȡ��Y��������NOREM02�F����ĩ�ڃ����ļ����۸���ˇ�����£��ɫ@�ñ����B�m�⻬�����Ⱥͺ�Ⱦ�����۸��ӡ�ԓ�۸��ӽM�����ܣ�������С���Y�υ^�ι̣��@Ӳ��600HV0��5���ϣ����Џ��g����M��(�W���w��M7C3)���^��������10%H2SO4��10%NaCl��Һ���F���۸��ӿ����g���ܽӽ�Ⓕ��۸��ӡ�
1������
��������y�T�ܷ��揊�����϶���Ⓕ��Ͻ�������Ⓕ��Ͻ�������õĵ�Ħ���Ϳ�ĥ�p���ԣ����������g�Ե����c����Ⓕ��Ͻ����҇��YԴ�T������Ⓕ��Ͻ�ĥ�p��a����ĥм�����l��׃��60Co�����L�˺�ݗ��İ�˥�ڣ�����ݗ�䡣���ԿƌW�����߶���������Ⓕ��Ͻ�������ϵ��аl��
�����ܷ���Ѻ��������c�|�����Hȡ�Q�ڶѺ����ϣ������ںܴ�̶���ȡ�Q�ڶѺ������c��ˇ��Ŀǰ���y�Ѻ��Բ��õ��x�Ӈ���������Ѻ��Ȃ��y�������۸����|���ܵ�һ�����ơ����M�ĶѺ����g�Ǯ�ǰ���������о��Ľ��c�����������ǰ���Į��ټ����۸����g��ԓ���g�������еĸ߹����ܶ������ٟግ�F���ϵij������ۻ����̣����Ƃ��Ϳ���ӽM���������ܣ���������С���ҿ�϶�ʺ�ȱ���ʵͣ��۸����c���w�γ����õ�ұ��Y�ϡ���ˣ������x��NOREM 02�F����ĩ�����ü����۸����ֶΣ��ڲ��P�1Cr18Ni9Ti���w���Ƃ�Ϳ�ӣ��������x�ú��OӋ�����T�ܷ��揊�����ϵ��о��ṩ�����͌��ա�
2��ԇ���Ϻͷ���
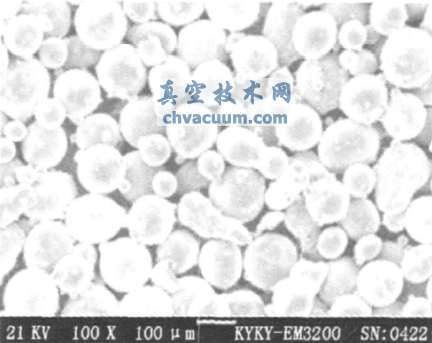
�������w�鲻�P䓣��ߴ�50mmx30mmx10mm;NOREM 02��ĩ���Ȟ�100��325Ŀ���w����ò��D1��ʾ�����w�ͷ�ĩ���W�ɷ����1��ʾ��
�����D1 NOREM 02��ĩ�w����ò
������1 ���w��NOREM 02�F����ĩ�Ļ��W�ɷ�(w.t%)
�����ɷ�CCrNiMoFeMnSiWCo
�������w1Cr18Ni9Ti≤0.1217.00~19.008.00~11.00��≤2.00≤1.00
������ĩstellite6 1 28 5 ��
������ĩNOREM 021.3124.54.52.3��4.13.4
����ԇ����õļ�������GS-TFL-10KW�߹��ʙM��CO2��������ݔ���ļ���ģʽ��TEM01�������۸��^�ɱ�������OӋ������������Բ�ͬ�x�����ľ۹�����ֱ�����Ʒ���棬ͬ�S��Ar�Ᵽ�o�����w�۸���ˇ�������2��ʾ��
������2 �����۸���ˇ����
������̖����/W�ͷ��ٶ�/(g.min-1)�����ٶ�/(mm.s-1)�x����/mm���ֱ��/mm
����1600036.2502.5
����2600036.2523.3
����3620036.2554.5
����4650036.2596
������ԇ�Ӵ�ֱ���跽���и�����ĥ��HCl+HNO3(3:1)��Һ���g����KYKY2800�͒�������@�R(SEM)���^���۸��ӵ��^�M�����_�Ѡ�r;����Per-tProMPD��X�侀����x����ɷ��M�з���;ʹ��MH-5�S��Ӳ��Ӌ�yԇͿ���@Ӳ�ȣ����d��500g�����Õr�g8s��
�����x��̖3�۸���ˇ�����µ��F���Ͻ��۵���Ⓕ��Ͻ��۵���δ���ӹ��Ļ��w�M�и��gԇ���g��Һ�քe��10%H2SO4��10%NaC��l�ڳ������M�У������o�B���ݷ����������ƽ(���Ȟ�10-4g)�Q��ʧ�أ�Ӌ������g����(mg.mm2.d-1)��
3��ԇ�Y���c����
����(1)NOREM02�F�������۸��ӵĺ��^����
������D2��ʾ���ڽ��c̎�۸��ӱ����؟��p���أ��۸��Ӹ߶Ȏ����㣬�S���x�����������۸��ӵĸ߶���u�������^��ò��u���ƣ����x������9mm�r���߶��_ʼ�½���Ϳ�ӱ����ĩ𤸽���@�����x������׃�����w���۵��Č���Ӱ푲���3�г����۸��Ӻ��^��ò������
�����D2 ��ͬ��ˇ�������۸��Ӻ��^��ò
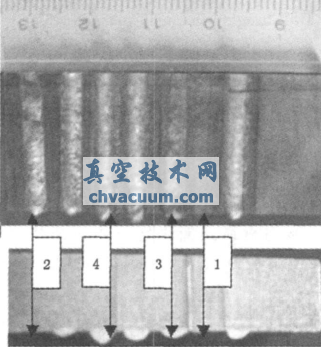
��3 �۸��Ӻ��^��ò����
����ԇ�ӹ��ֱ��/mm���^�۸��ӌ���/mm�۸��Ӹ߶�/mm
12.5�۵��ʺ�ɫ3.50.7
23.3���^�⻬����Ȳ�����3.21
34.5�۵�M���B�m�⻬3.661.76
46�۵��ʺ�ɫ3.71.1
(2)Ӳ��
������ͬ�Ĺ�ˇ�������F���Ͻ��۸��ӵ�Ӳ��������D4��ʾ�����P䓻��w��Ӳ����300HV0.5���ң���3�۵�Ӳ�������600HV0.5���ϣ���������Ӳ��ƽ������420HV0.5���ҡ��@�����1��2�۵����ڽ��c̎�۸��ӹ��ģ������ܶ��^�ߣ����»��w�ۻ����أ����w�ɷִ��ϡ��۸��ӳɷ֣����۸��ӱ�����p�������۸��Ӻ�Ȳ���1mm�������ی�Ӳ���^��;����4�۵����x����̫�������ܶȵͣ����w�ͷ�ĩ���ò�����������������·�ĩ�ͻ��w����]�г���ۻ���������ĩ�䵽���w���淴�����Ķ������۸����c���w�ĽY�ϲ��ã����۸��ӽM�����ɣ�Ӳ���½����یӲ��ߡ������c�F���۸�����ͬ��ˇ�������Ƃ��Ⓕ��Ͻ��۸���Ӳ��ƽ����450HV0.5��
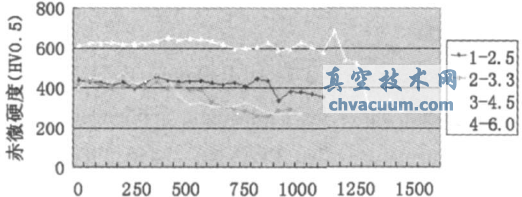
���x�۸��ӱ�����x/Lm
�D4 ��ͬ�x�������۸��ӽM���@Ӳ��
(3)�@�M���c�������
�����F���Ͻ��۸��ӵ��@�M�������С��֦���Ͷ�Ԫ�����Ļ�ϽM�����۸����c���w����̎��һ�l�Ͻ�Ԫ�ؽ����Uɢ�Y�ώ����f���F���Ͻ��۸����c�W���w���P��γ������õ�ұ��Y�ϡ��ض��ݶ�/�����ٶ�(G/M)�����̽M�����L�ΑB�x��Ŀ��ƅ��������۳�/���w����̎My0��G���G/Mֵ�ܴ����̽M���Ե���ƽ�������L���SM�����Ӻ�G/M��u�pС���ʬF���؟����Uɢ�������L�ļ�С֦���Ͷ�Ԫ�����Ļ�ϽM�����D5���F���ͺ�Ϳ�ӵ����^�M�����ɈD6XRD�������������Ϳ����C-Fe�^����w���B�m�W��ֲ���M7C3(M=Cr��Fe��Mn��)�M�ɡ��g����C-�W���w��Ͻ�Ԫ���^ͺ����O�ߵā�����;������M7C3(��Cr���Ͻ�̼����)�����ڼ���������c���۳���������C-�W���w�࣬����C-�W���w�������������^���Cr��N��iSi��Ԫ�أ�ʣ��Һ���_�������ɷ֕r���l����������������(Cr��Fe)7(C��B)3+C������
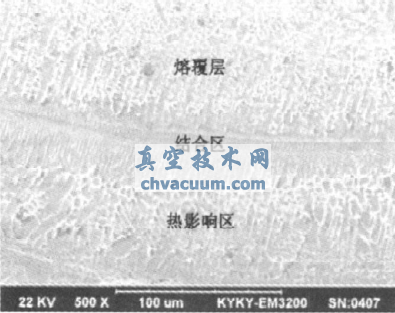
(a)�۸��ӽY�υ^�@�M��
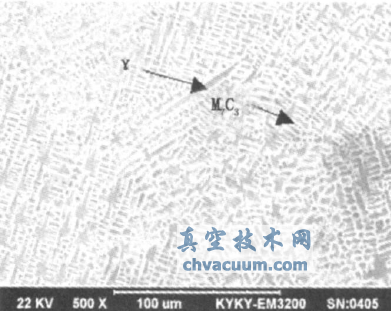
(b)�۸����в��@�M��
�D5 �۸����^�M��
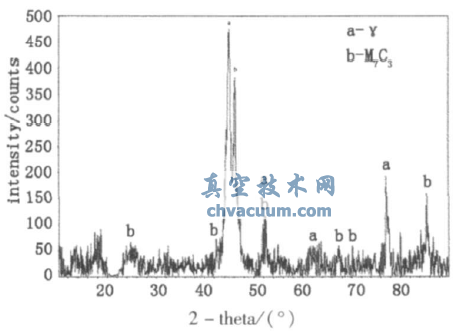
�D6 �۸��ӵ�X�侀����D
(4)���g��
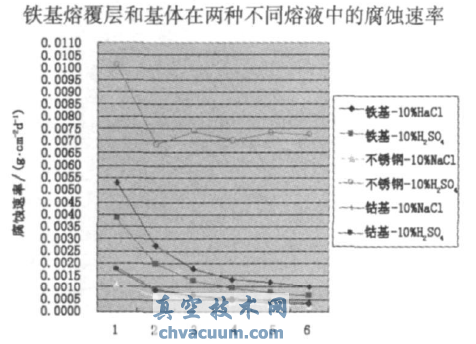
�����D7���F��Ϳ�ӡ�Ⓕ�Ϳ�ӺͲ��P䓷քe��10%H2SO4��Һ��10%NaCl��Һ�и��g�����S�r�g׃������r���ĈD�п��Կ�����ԇ���ڵ�1d�͵�2d���g���ʶ��^���@�������ڸ��g��Һ��ԇ�ӱ���߀�]�Ё��ü��γ��g��Ĥ��������ԇ���|��׃�������g������u�pСڅ�ڷ�������10%H2SO4��Һ���F���۸��ӿ����g���ܴ����ڲ��P䓣��ӽ�Ⓕ��۸���;��10%NaCl��Һ�У����P䓺�Ⓕ��۸��Ӷ����F�����õĿ����g���ܣ��F���۸����Բ
�r�g/d
�D7 ��10%H2SO4��Һ��10%NaCl��Һ���F���۸��ӡ����P䓺�Ⓕ��۸��ӵĸ��g����
����NOREM02�F���۸�����Ҫ�ɷ֞�Fe��Cr�������N��iMo��S��iMn�ȣ�����Cr��Mo��N��iSi��Ԫ�،�Fe���g�������á�������������Ĥ��Ҫ�ɷ���Cr2O3�������FeO��MoO3��NiO�ȡ�Stellite 6Ⓕ��۸��ӱ�������Ĥ��Ҫ�ɷ���CoO��Cr2O3�ȡ����P䓻��w��������Ĥ��Ҫ��Cr2O3��FeO��
������ԇ��^���У��F��Ϳ�Ӻ�Ⓕ�Ϳ����10%H2SO4��Һ�н�7���Ժ���Һ�Ի�����������Ϳ��ʧ��С��NOREM02��ĩ�к���24.5%��Cr����N��iMo��Si��Ԫ���γɵ�����Ĥ��Ч������H2SO4�ĸ��g��Ⓕ�Ϳ�Ӻ��и����|���֔���Cr����Ҫ�ɷ��Ԫ����������CoO�cCr2O3�γ����ܵ�����Ĥ����W�ļ����Mһ��������Ϳ�ӵĿ����g���ԣ����Ⓕ�Ϳ�Ӳ��H�ڳ����£��ڸߜحh����Ҳ���F�������Ŀ����g���ܡ����P䓻��w����10%H2SO4��Һ��20min��ԇ�ӱ�����F�����Ě��ݣ�1d֮��l�F���w����l�ڣ����ް����������ɵ����|Ó�䣬����Һ׃��Gɫ����Ҫ�ǰl������(H2SO4+FeO=FeSO4+H2O)������FeSO4���¡�
�����F��Ϳ�Ӻͻ��w��10%NaCl��Һ�У���7d֮����Һ���@���Sɫ�����gƿ�����Sɫ���g�a���Ҫ������Ĥ�cNaCl��������Һ�����S������l������(4NaCl+Cr2O3+5/2 O2=2Na2CrO4+2Cl2)����������Na2CrO4����Ⓕ�Ϳ��������Һ������������
4���YՓ
����(1)NOREM02�F����ĩ�ڼ����۸��^���У����x������ͬӰ��@�������x������5mm�����ֱ����4.5mm�r�۵������B�m�⻬�����Ⱥͺ�Ⱦ��߶ȿ��_��1.76mm��
����(2)�۸��ӽM�����ܣ�������С���Y�υ^�ι̣��ڃ�����ˇ�����£��۵��@Ӳ��600HV0.5���ϡ�
����(3)��XRD����������l�F�۸��Ӿ��Џ��g����M��(�W���w��M7C3)���^������
����(4)�����£���10%H2SO4��10%NaCl��Һ�У��F���۸��ӿ����g���ܽӽ�Ⓕ��۸��ӡ�







