�y�U�������}������̎��
����������ij�ƚ��b�ù����y�T�Ļ�����r���������y�U������ԭ��B�˓p���������ޏ�(f��)��ʩ�͙z��Ч����
һ��ǰ��
����ijʯ���S�ƚ��b���A(y��)�D(zhu��n)������(y��ng)�������_(t��i)�M(j��n)���ք�(d��ng)�������l�y�����b���R�r(sh��)ͣ܇���g������늄�(d��ng)��(zh��)�ЙC(j��)��(g��u)�����M(j��n)��늄�(d��ng)�C(j��)��(g��u)�{(di��o)ԇ�r(sh��)���F(xi��n)�y�U�������}����(d��o)���b�ò��ܰ�Ӌ(j��)���_܇��ͨ�^��(du��)�y�U�����ęz��ͷ������M(j��n)���ޏ�(f��)���b�ò������_܇�������ǹ����y�T�Ļ�����Ϣ��
�������ن�Ԫ��109��Ԫ��ϵ�С�
�������r�����|(zh��)���D(zhu��n)����(��H2)�������ض�510�棬��������3.0MPa��
�����y�T�S�̣�������POYAM��
�����y�T����(sh��)�������l���l�y��DN450/CL600/RF���y�w���|(zh��)C12A���y�U���|(zh��)F347H��
�������b��B(t��i)���y�Tˮƽ���b��ˮƽ�ܾ����y�U̎��ˮƽ����
�����\(y��n)�Р�B(t��i)�����_(t��i)�y̎�ڳ��_��B(t��i)��һ�_(t��i)�y̎�ڳ��]��B(t��i)��
����ʹ�����ޣ����b��2008��6�£���ֹ2011��11�µ�һֱ̎������ʹ�à�B(t��i)��
�������]�l�ʣ��b���_ͣ܇�r(sh��)�����M(j��n)��һ��ȫ�г̆��]�����]�l�ʵ͡�
�����(q��)��(d��ng)��ʽ��ԭ����ք�(d��ng)�U�C(j��)��(g��u)����ij�늄�(d��ng)�C(j��)��(g��u)��
�����y�T������r
�����y�Tԭ���(q��)��(d��ng)��ʽ���ք�(d��ng)�U�C(j��)��(g��u)���b���_ͣ܇���g���ׂ�(g��)��݆�����g���M(j��n)��һ��ȫ�_��ȫ�P(gu��n)������Ҫ�ĕr(sh��)30min���@�Ӽ����M(f��i)�����YԴ�ֲ��ܼ��r(sh��)���C�b���M(j��n)�밲ȫ��B(t��i)���b�ڴ˷N��r��܇�g�Q�����(q��)��(d��ng)�C(j��)��(g��u)�Ğ�늄�(d��ng)����(j��ng)�^��(du��)�Ⱥ��x�ͣ���K�_���x��ROTORK��늄�(d��ng)��(zh��)�ЙC(j��)��(g��u)������2011��11�µ��b��ͣ܇���g���M(j��n)��늄�(d��ng)�C(j��)��(g��u)�İ��b���{(di��o)ԇ��
����1�����}�İl(f��)�F(xi��n)
�����y�T늄�(d��ng)�C(j��)��(g��u)���b�{(di��o)ԇ��ɺ�Į�(d��ng)�����磬�����ˆT�Ͱl(f��)�F(xi��n)һ�_(t��i)���b�y�T���y�U�Ї�(y��n)�صĄ���(������r�DŽ��۲��M��1/2�y�U�A�ܣ��ɿ�Ҋ�y�U�Ĺ�U�L(zh��ng)���Ͼ��к���ĜϺ�)���ٙz��������_(t��i)ͬ�Ӹ��b���y�T���y�UҲ���ڲ�ͬ�̶ȵ�������r���y�U�����ϸ��ēp����r��D1���D2��ʾ��
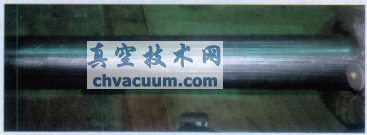
�D1 �y�U�ēp����r

�D2 ���ϸ��ēp����r
����2�����w�z��
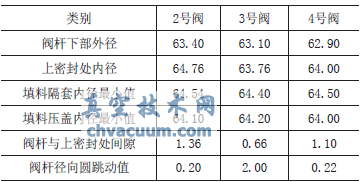
�������w�z��l(f��)�F(xi��n)���_(t��i)�y�T���y�U��U��λ�����ܷⲿλ�����ϲ�λ���в�ͬ�̶ȵć�(y��n)����(����1��2mm)�����y���h(hu��n)�����ϸ��׃�(n��i)�н��ٷ�ĩ�ͼ�(x��)��м�����y��Ӳ�|(zh��)�Ͻ����Љ��ۣ��y�U�����2mm�ď���A����(d��ng)�����w�y(c��)����(sh��)��(j��)Ҋ�±���
�����y�T���w�y(c��)����(sh��)��(j��)��(���mm)
�����y�T����ԭ�����
�����y�T�ڸ��b늄�(d��ng)�C(j��)��(g��u)֮ǰ���\(y��n)�Р�rһֱ���ßo�κΆ��}���@�f���y�T����늄�(d��ng)�C(j��)��(g��u)�İ��b�{(di��o)ԇ���g���F(xi��n)�ˆ��}���y�T�a(ch��n)����ˇ�(y��n)�صĄ���(���Ǻ�(ji��n)�εĿ̾�����ë�ʹֲ�)�����Ŀ��ܾ������y�U�c���ܷⲿλ�M(j��n)�����^Ӳ�Ľ�����Ƭ���w����������Ƭ���w�����g϶�^С�Ŀ��g��(n��i)����(d��ng)�y�U��(d��ng)���r(sh��)���y�U�����c����ϵ����y���h(hu��n)��(n��i)�ڼ����ϸ��ׄ�����ԭ��������¡�
����(1)�y�T�^�_���w�l(f��)�F(xi��n)�����y���ܷ������к���ĉ��ۣ������в���STLӲ�|(zh��)�Ͻ����|(zh��)Ó�䣬�M(j��n)���y�U�c���y���h(hu��n)�����ϸ����g϶��
����(2)�y�U�����M(j��n)���y�U����A����(d��ng)���y(c��)���r(sh��)��3̖(h��o)�y���y�U�������A����(d��ng)��2mm���������y�U���܌�(du��)���y�������ϸ������ω��w�кܴ��Ħ�����^�P(gu��n)��ƽ������(hu��)��(d��o)���y�U����׃�Ρ�
����(3)����g϶���}�y�U�c�����ׂ�(g��)�ܷ��������g϶���������c���y���h(hu��n)������g϶�^С��
����(4)ˮƽ���b��(du��)���l�y���v��һ����r��(y��ng)���Qֱ���b�ڹܾ����簲�b���g����?y��n)��˷�������c�S�o(h��)���Ų�����ˮƽ���b��ˮƽ���b����r�£����ص��y���(hu��)�o�y�Uһ��(g��)ij�N�̶������µIJ��������������ӹ��r�t���ܕ�(hu��)ʹ�y�U�a(ch��n)��һ����ƣ�ڣ�ͬ�r(sh��)ʹ�y�U�c���y���h(hu��n)�����ϸ��ס����ω��w֮�g�ĵײ��g϶׃С������Ħ�������M(j��n)���g϶���s�|(zh��)��ˮƽ����Ҳ�����������3�_(t��i)�y�T�y�U�Ą�����λ���������y�Uˮƽ����ĵ����ƫ��(c��)�档
����(5)늄�(d��ng)��(zh��)���b��늄�(d��ng)��(zh��)���b�õ��O(sh��)Ӌ(j��)���b�䡢�{(di��o)ԇ����(d��ng)�nj�(d��o)���y�U������ֱ��ԭ���ք�(d��ng)�����ij�늄�(d��ng)�����������cԭ�y�T����ԭ�䣬����Y(ji��)��(g��u)���O(sh��)Ӌ(j��)�ϣ������c�ք�(d��ng)�y�T���ڲ��f(xi��)�{(di��o)�ĵط�;�b���늄�(d��ng)�C(j��)��(g��u)���S�Ŀ����cԭ�U�C(j��)��(g��u)��ͬ������y�U����;�{(di��o)ԇ��������(d��ng)������늄�(d��ng)�b���D(zhu��n)���^����ʹ�y�T�a(ch��n)���^�_���^�P(gu��n)����r��늄�(d��ng)�b�õ�Ť���^����ȫ�_��ȫ�P(gu��n)�r(sh��)���o�y�U���y��һ���̶ȵIJ�ƽ���������ij�N�̶ȵ��ƉĺͲ���Ӱ푣����®a(ch��n)����ˇ�(y��n)�صēp����
�ġ�̎����ʩ
����1���y�U�ޏ�(f��)
������һ�����y�U�y(c��)�L��
�����ڶ������y�Uֱ���șz�y(c��)��
����������������(j��)��һ���ĽY(ji��)�����Д��Ƿ���ҪУֱ��
�������IJ�������(j��)�y�U������r�����²��E��(zh��)���ޏ�(f��)��ˇ�����S��������̎��ë��ȥ��;��(du��)�����^�\�IJ�λ��ʹ�ñ��P�ӹ�����1mm���ң�Ȼ����ɰ�����ĥ�C(j��)��ĥ�ֻ����˕r(sh��)���ʬF(xi��n)���½��ٱ���;��TL-700������ϴ����ϴ���棬ʹ���ޏ�(f��)�ı���o�͡��o�m�͟o�����;����(j��)�y�U���|(zh��)�x�����ٷ�ĩ�۸�����̎��
�������岽�������۸��ͼ�(x��)������������(j��)�y(c��)�L�������y�U�D�����۸��C(j��)���M(j��n)�Д�(sh��)�ؾ���;�۸���������̎������(j��)������ȷ���(f��)��Έ�(zh��)���۸�;��K�۸���ĸ�̎Ҫ��߳�ԭ�гߴ�1mm����;��܇�����S�����ε���ɰ���ȹ��ߌ�����ԭ�ߴ���۸���ȥ���������r(sh��)Ҫ�S�r(sh��)�y(c��)������Ҫʹ�۸��ӵ���ԭ�ߴ磬�����A(y��)��0.5mm���龫������;���ߴ��_(d��)�����������r(sh��)���քe��600̖(h��o)��800̖(h��o)��ɰ���^�m(x��)��ĥ;��(d��ng)�ߴ����ԭ�ߴ�0.2mm�r(sh��)�����Q����ɰ����ĥ����(sh��)�H�ߴ羫�ȼ��ɡ�
����2�����y�����ޏ�(f��)
������(du��)���ܷⲿλ�M(j��n)�д�����ϴ��ȥ���s�|(zh��)����ɰ����(du��)���y���h(hu��n)��(n��i)���M(j��n)�д�ĥ��ȥ����ƽ�����y(c��)�����y�����y�U���ܷ���Ďγߴ磬�ӹ���ĥ̥�ߡ�������քe�M(j��n)�д�ĥ����(x��)ĥ�;�ĥ��
����3�����ϸ����ޏ�(f��)
�����Є��������ϸ��ף��ü����۸���C(j��)��܇�������⡣������Q�����Ϻ��з��m���w�|Ƭ��늄�(d��ng)��(zh��)�ЙC(j��)��(g��u)��Ȼ�b�䣬��߀�������ք�(d��ng)�M(j��n)�в�������?y��n)�늄?d��ng)�C(j��)��(g��u)�S��߀�]�нo�����w�Ĺ�����Ҋ��

���ѻ��b��
�塢�Y(ji��)�Z
���������y�T���y�U�����P(gu��n)�����ޏ�(f��)�b����b�������_܇���F(xi��n)���y�T���ܷ�(w��n)�����@�f���y�T���ޏ�(f��)Ч���ܺá��b�ڱ����y�T늄�(d��ng)�C(j��)��(g��u)�{(di��o)ԇ�r(sh��)���F(xi��n)�Ć��}�����M(j��n)��ͬ����r(sh��)һ��Ҫ���ü��g(sh��)��(zh��n)�乤����ͬ�r(sh��)Ҫ�ƶ��÷�����ʩ���Ա���o��I(y��)��������Ҫ�ēpʧ��






