����ն��ӽ^����������չ�ˇ̽ӑ
�������Č�Ӱ푸���ն��ӽ^������������ܵ��������˷�������ᘌ���ͬӰ������ڳ�����^���Ќ�ʩ�Ĵ�ʩ���˽�B���Y�ό��H���Y��һ�����ij���չ�ˇ���ϸ�y��ָ�ˣ�ϣ��������ն��ӽ^��������������I���Ѕ����rֵ��
1������
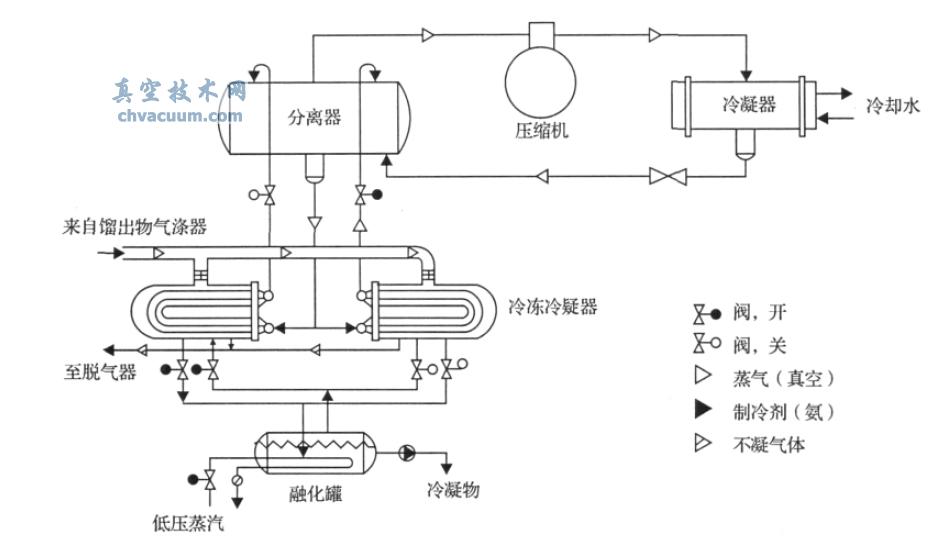
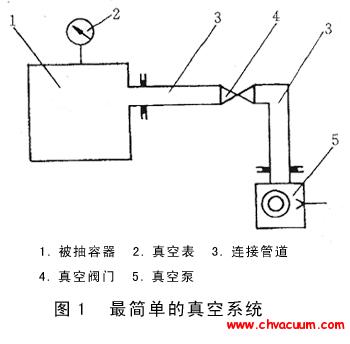
��������ն��ӽ^��������Ҫ�����Ƅ�ʽ���������е�C2�����Һ�����w�\ݔ���܇��C3�����Һ�����w��ʽ���b��͚�ƿ�е�B3��܇��Һ����Ȼ���ƿ�����I����ս^���ƿ���Լ��̶�ʽ���������е���ʽ�����Pʽ��������ӽ^�������ȣ���Y��һ��֞������(���đ)����ՊA�ӡ��⚤��֧�Ρ���·�y�Tϵ�y����ȫ�����ȣ�������ն��ӽ^�������aƷҊ�D1��
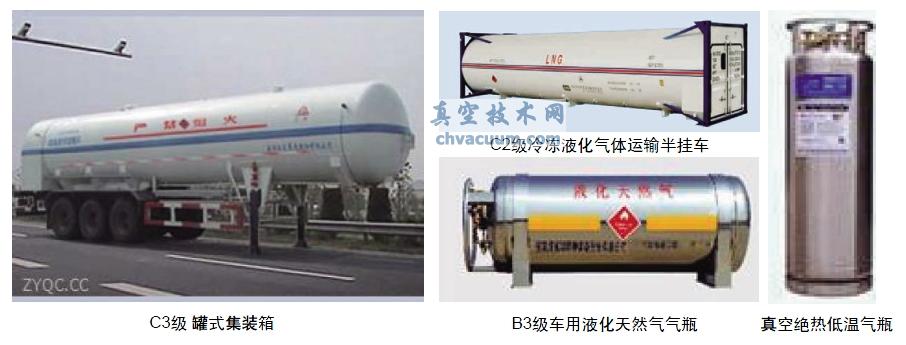
�D1 ����ն��ӽ^���������ͮaƷ
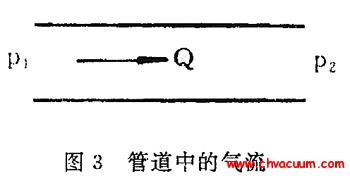
��������ն��ӽ^���ַQ�����^�ᣬ���ڃ�������������p�@��ʮ�ӽ^����ϣ����������c�⚤�g�γɵĊA�ӿ��g�M�г�⣬ʹ��ն��_��10-2 Pa��10-3 Pa�ĸ���գ�����5������10���ʹ�����gʼ�K�������õ���ս^�����ܡ��ĸ���ն��ӽ^���������OӋ�Y���������������p��������ȡ��������g����ò����֧�Σ�������p�|�ߏ����ጧ�ʘO�ͣ��Ҝ���1.25��1.67KJ/(m.h.k),ֻ�н��ٵ�1/100��1/1000���ǃ����Ľ^�����;���A���M�г����̎���������͚��w�����ܶȣ��Ķ��p���ጦ��������Ă���;�ڃ�����������p�@��ʮ�ӽ^����ϱ��ǽ��̓��������ğ�ݗ�䡣�����ڌ��H�����^���Ќ������֧�Ρ���նȡ��^����϶���ʮ�և����Ҫ���M�������һ�����|�ġ����Ѓ����͜����ܵĵ͜ؽ^���w��
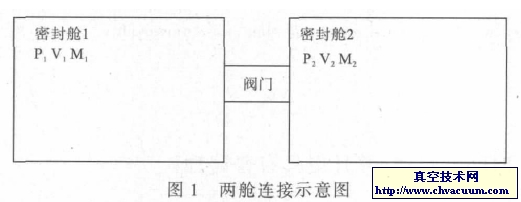
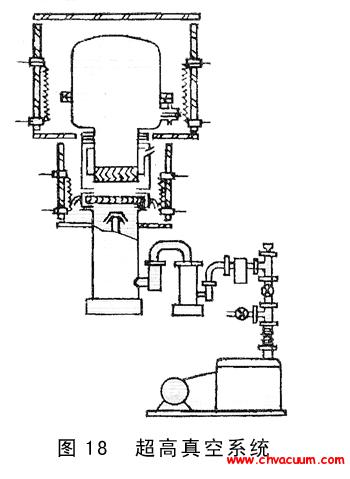
����Ŀǰ������ն��ӽ^������һ�㶼��������ӽ^�᷽ʽ�����]����ն�׃�����ጧ�ʵ�Ӱ푣�����ն��^�ͣ���P>10Pa�r����նȌ��ጧ�ʵ�Ӱ�С;����նȞ�10��10-2 Pa�^�g���S����նȵ���ߣ��ጧ�ʼ����½�;����նȃ���10-3 Pa�r���ጧ��׃��څ�����㡣����һ��A�ӵ���ն�Ҫ����10-3 Pa�������_�����õĽ^��Ŀ�ģ��@��Ҫ���ڌ�����ն��ӽ^�������M�г�����^���з���Ӱ�������ܵ����أ�ᘌ�ÿһӰ������ƶ��ƌW�������Ĺ�ˇ���̣�ʹ����ն��ӽ^���������������ָ�˷������P��Ҏ�͘˜ʵ�Ҏ�����M���Ñ���ʹ��Ҫ��(Ҋ�D2)��
2��Ӱ�������ܵ���Ҫ����
2.1�����ӽ^����ϵķŚ�
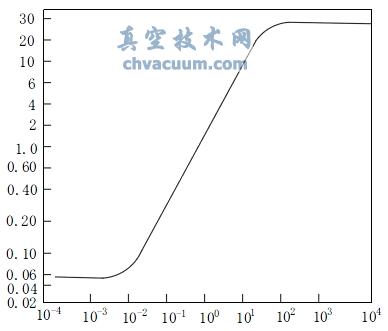
�D2 ���ӽ^��ı��^��ն��c��Ч�ጧ�ʵ��Pϵ
�������ӽ^������Dz��÷�������c�g�����ཻ��ĽM�ϡ����õķ�������и��N���ٲ��������������|���r�����X��(��ȼ)���X��]��Ĥ(����ȼ)�����x�������õ��g�������в����w�S���������W���w�S�����z�I�ȡ��g�����������ԏ�����ˮ���ߣ����¶��ӽ^������ڳ�����^���м��պ��ʹ���^���г��m�Ś⣬��˶��ӽ^�������ʹ��ǰ����M�и���̎����̎����ʹ���ܷ�����ϴ����b���@�ӿ�����Ч�p�ٶ��ӽ^������ڳ�����^���еķŚ������s�̳�������ڡ�������ӽ^����ϵ��p�@�Ͱ�����������^��Ҳ��ʮ�����@��Ӱ푣����όӔ��͌��ܶ��^���_��������Ľ^��Ч�������Ӕ��͌��ܶȵ�����ʹ���w���������������նȵľS�֣�ͬ���_��������Ľ^��Ч����������ռ��g�W(smsksx.com)���^����īI�ó�Ҫ�x����m�IJ��όӔ������������K�����r�K�g����150-200mm���ˣ������y�����ܶȣ��F�����m���{���������K���������^�ɣ�Ҳ�����^�o��
2.2������������©�Ś�
�����ȡ�����������ͬ�Ӵ��ڷŚ�F��ֻ�DZȶ��ӽ^����ϵķŚ����ٺܶ࣬��ͨ�^�ȡ���������©������������ܵ�Ӱ푅s���ݺ�ҕ���՚�ͨ�^���p���c�A���Bͨ���ܷ�Y����;���M��A���У��՚��к���He��Ne��H2���M�ܺ����^�٣����@Щ���w���뵽�A���Ќ����y������������ڳ�����^����Ҫ���ȡ��������M���z©������������©�������OӋ�˜�Ҏ���ķ����ȡ�
2.3���A��������
������������ٺõ������Դ��ڶ��ӽ^����ϵķŚ�̓ȡ���������©�Ś⡣©�Ś����ʵĴ�С�Q����������ʹ���^������նȾS�֕r�g���L�̣���նȵĸߵ͛Q�������������l�ʵĴ�С�����˽�Q������Ժ���ӽ^����ϵķŚ�̓ȡ��������a����©�Ś⣬�������A�ӵĽY���OӋ�ϰ��b������������̼��5A���ӺY�dz��õăɷN����������Ҫ�����A���е�N2��O2��Ar��H2��He��Ne�ȣ��������ڵ͜ص͉���H2����������С�����ԽY��ʹ����H2Ч�����õ�һ�����Z��ͬ��Q�A�Ӄȵ�©�Ś��w���Ķ����õľS����նȣ����L������ʹ�É�����
3������չ�ˇ��B
�����Y�����a��5 0m3�ĸ���ն��ӽ^������������ �������A����նȏ�һ����≺(1.02×105 Pa)�鵽1.33×10-2 Pa������Ҫ�ĕr�g���L����Ҫ�s�̳�������ڣ��ݱ�Ҫ��ǰ�ڜʂ估����չ�ˇ���¹���
3.1��ǰ�ڜʂ�
����3.1.1�����������M�г���գ�����ն��_��10Pa���r���������M�Йz©��©��һ���10-6��10-11 Pa•m3/s(���w���OӋҪ����)��
����3.1.2�����p�@ǰ�ă������M�к濾�ӟ�(��ʹ�Ì��õļӟ��ң�Ҳ��������������p�@�ӟ�̺��ӟᎧ��)��ʹ�����ض��_��90��100����ˡ�
����3.1.3�������ӽ^����ϼ������õ������K����72С�r������ضȞ�90��105�棬��������ܷ����ϴ����b���ã����Õr�g���˳��^24С�r��
����3.1.4���p�@�����ضȿ�����20�����ң��M�����ֺ�أ�RH<60%���҃��坍���o���ۡ�
����3.1.5�������r�����y�����ܶȣ��F�����m���{�������˰����^�o��Ҳ�����^�ɡ�
����3.1.6�����������M�к濾�ӟᣬʹ�������ض��_��90��100�����ҡ�
����3.1.7�����ƺ��������濾�ӟ���p�@�ĕr�g���M���p�@�������R���M�Ѓȡ��������ϣ�����^�M��������������c�՚���|�r�g�^�L����ˮ�֣�����Ӱ푳�����|����