��̎����������ձÚ��w�ڽM���о�
����С����ձñ��w�ں��^�����T�����a�����a���ڽM������ɺ��m�ӹ����y�������о���ͨ�^��̎��������ձñ��w�ڽM���ķ�������Ч�����˰ڽM������������ձñ��w�ļӹ����ܣ�����˳�Ʒ�ʡ�
�����S���҇������Ŀ��ٰlչ�ͿƼ��IJ����M����Խ��Խ��ĮaƷ��Ҫ����խh�������a�档��Ƭʽ��ձ������w�eС�������͵ȃ��c������ڙCе����ӈ�ұ������ʯ�͈�ʳƷ���tˎ���ИI�õ��ˏV�����ã��S���@Щ�ИI�Ŀ��ٰlչ������Ƭʽ��ձõ����������ڿ������L��
������Ƭʽ��ձõı��wͨ����HT200 �T�����a������ں��^�����ֱں���10mm ���ң��������T�����a�к����a���ڽM�������wһ�����F�ڽM������ɺ��m��܇����������@�����y�����صČ�����ɱ��w��U����������Ƭʽ��ձñ��w�İڽM������߳�Ʒ�ʣ�����̽ӑ�˟�̎�����������w�ڽM���ķ���������̎����ˇ�����M�����x�_���˺��m����̎����ˇ������
1��ԇ��
����1.1�����w�xȡ
�����xȡ�C�ӹ����y�ı��w���xȡ�ı��w�ڙC�ӹ��r�����@���F���Ѽӹ�̎�����@����y�������ɫ�^�������w�x�ú�����λȡ�ӣ�ĥ�ƺ�y��Ӳ�ȣ�Ȼ���ٽ��Aĥ����g���^����ࡣ֮��ȡ�Ӻ���w�ڲ�ͬ�������M�П�̎����̎��������ͬ��λȡ�ӷքe�y��Ӳ�ȣ��^����࣬���_����̎�텢����
����1.2��Ӳ�Ȝy���c�����^��
����Ӳ�Ȝy���x����ʽӲ��Ӌ���քe������ԇ�ӈ��y�C�ӹ�ԇ�Ӻ͟�̎����ԇ���M��Ӳ�Ȝyԇ������Ӳ�ȓQ��ɲ���Ӳ���Ա��ڱȌ����yԇ�Y��Ҋ��1��ͬ���xȡ����ԇ�ӈ��y�C�ӹ�ԇ�Ӻ͟�̎����ԇ���M�н����^�죬������ƬҊ�D1��
��1 ��ͬԇ�ӵ�Ӳ��ֵ(HB)

�����^��D1 �Ľ�����Ƭ�ɿ�����������HT200 ����M����Ҫ��Ƭ��ʯī������w�M�ɣ����y�C�ӹ��ĽM���к������@�ĝB̼�w����˿��Ԕඨ��ɼӹ����y����Ҫԭ���DZ��w�M���к��НB̼�w���������B̼�w�քe��800���900�������w�M���˻���
2����̎����ˇ�����Ĵ_��
������̽ӑ���m�ğ�̎��ضȣ��քe��800���900��ɷN�ض������w�M�����˻��˻�����Ҋ��2��
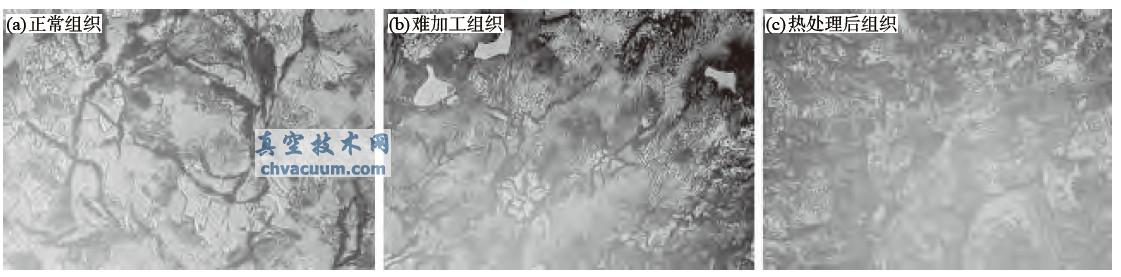
�D1 ��ͬԇ�ӵĽ�����Ƭ��400
��2 �˻�ˇ����

�����ڱ��w�y�ӹ����ֵ�ͬһ�^��ȡ�ɉKԇ�ӣ�һ�K��800���˻𣬷քe����10~15 ��20min����һ�K��900���˻𣬷քe����10��15 ��20min��֮��քe�y��Ӳ�Ȳ��^����࣬ͨ�^���^�^��l�F��800���˻��ԇ��Ӳ���������͵������@�����������НB̼�w������900���˻𣬕r�g�^�̕r�B̼�w���@�p�٣��˻�20min ��ԇ��Ӳ�����@�½��������НB̼�w��ȫ�����������K����̎�텢���_������900���˻�20min���_���������xȡ�������y�Լӹ��ı��w�M�����w��̎������̎�����M�ЙC�ӹ����ӹ�������y�Լӹ��ĬF����ʧ��
3���Y�Z
����ͨ�^��̎���܉���Ч������Ƭʽ��ձñ��w�еİڽM������900���˻�20min����Ƭʽ��ձñ��w�еİڽM������ȫ��ʧ����C�ӹ����ܵõ����@���ƣ��ϸ��ʵõ���ߡ�






