����Pro/E���ˮ�C���wע��ģ�OӋ
������B���ˮ�C���wע��ģ�OӋ�^�̡�����Pro�ME ܛ�������ϼ��M�������S���ͣ�����ģ���OӋ����Pro�ME�����ģ�KEMX ����ɣ���EMX �п��Լ��d�˜ʼ���ͬ�r�ɿ�ݵ،�3D �D�D����2D �D����ģ���OӋ��ʡ�˴����r�g��������OӋЧ�ʡ���ע��ģ�Y�������͘������OӋ�M����Ԕ����B������B��ע�ܼ��ij���ˇ��
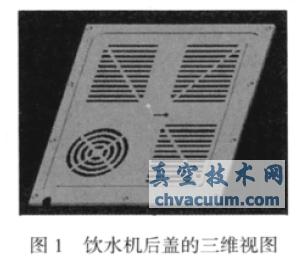
�����D1 ��ʾ���ˮ�C���w�����Sҕ�D��ԓ���ϼ����Ϟ��ϩ��–����ϩ–����ϩ(ABS) ���ϣ������ɫ�����ɫ�����σȱ���Ҫ��⻬���϶����ز����S����ڂ��ۣ���Ҫ���������a��
1�����ϼ��Ĺ�ˇ����
����11�����ϼ��ijߴ羫�ȷ���
���������ϼ��ijߴ�MT ����Ҫ��δ��ע�����ABS ģ�ܼ�����ȼ�(GB/T 14486–1993) �xȡһ�㾫��Ҫ��MT3��
����12�����ϼ���ʹ�����ܷ���
�������ϼ������⻬��ƽ�����Y�����^���Σ�����ͬ�ĽY���^�࣬�@�ñ��^���������ϼ���һ���A���桢9 ���A�ݿס�һ��ͨ�M�ɣ����ԑ����C����һ�����b�侫��;����ԓ���ϼ����ˮ�C���w����ˌ�����ֲڶ�Ҫ�ߡ�
����1.3�����ϼ��ı����|������
����ԓ���ϼ������Ρ���������⻬�ȡ��ȱ���ֲڶ�(Ra) �]���Ї����Ҫ��ȡRa=0.8 μm�����ϼ�����漰�b����Ҋ��߅���������S��ȱ�ݣ�߅����Ҫ��ƽ����
����1.4�����ϼ��ĽY������
�������ϼ��Π���^���s�����ҵ��A�������4 ���A�ݿף����ϼ����·�3 �����ĸ���ͨ�ף����ЃɃ��Y����
�������ϼ����w�Y���^��ƽ���ں��1 mm�����^ABS ���ϵ���С���ͱں�ע����͡��C���������ľ����Ͽ���ABS ע����ͿɝM��ߴ�Ҫ����ֲڶ�Ҫ��(ABS Ra ���_��0.025��1.6 μm)���ĽY���Ͽ����ɿ��]���w߅�����������档�����ϼ��ı����|��Ҫ�����ڱM�����c���ߺ̓��_����������������W���ܡ��������ϼ����w�Y���^�����a���������Կ��]ʹ��һģһǻ��ע����ͷ�ʽ����ʡ�����_֧��
7���Y�Z
�������ˮ�C���w���ϼ����OӋ�^���У��\����Pro�ME ܛ���������ϼ��Ĺ�ˇ���Y�����b�䡢����ģ�K���OӋ����һ���ķ�������ǰ��Q���S�����a����Ć��}�������ģ�ߵ�һ��ԇģ�ɹ��ʣ������������aЧ�ʡ�