�\�����̓��ĺ���׃��
�������̓�����ʯ�ͻ����b�����Dz���ȱ�ٵ��O(sh��)��֮һ�����ׇ�(y��n)�صĺ���׃�Ε����̓��ij��d��������(w��n)���ԣ�����ʹ�װ��U����ˣ��������������P(gu��n)�I��λ���P(gu��n)ϵ�����������������b�ijɔ���
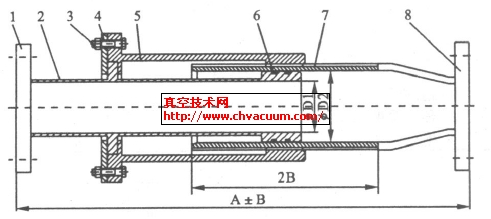
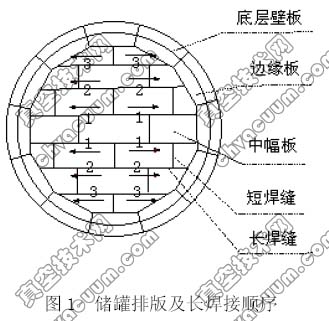
�����S����(j��ng)��(j��)�İl(f��)չ����������Խ��Խ�F(xi��n)�����f�����ă��ޱȱȽ��ǣ�����e�S����Ҳ�����װ����ɶ��K�l���з���Ͷ��K����߅����ƴ�Ӷ��ɣ�Ҋ�D1 ��ʾ���������������������IJ�λ���亸�����c(di��n)�飺ֱ���屡��䓰����c���Č���֮�Ⱥ�С�����Ȳ���p��(sh��)���࣬���ӑ�(y��ng)�����a(ch��n)������׃����׃���������y�ȴ���˷�������׃�εęC(j��)�������NӰ����أ�������׃��Ҏ(gu��)�ɣ���ȡ��Ч�Ĝp��׃�δ�ʩ�����ƹĺ���׃�Σ��_�����������|(zh��)����������������������Ҫ�h(hu��n)��(ji��)��
1���װ庸��׃���γɵęC(j��)��
1.1�����Ӿֲ��ġ�������ӟ�͘�(g��u)���Ą��Լs��
���������^���nj������M(j��n)�оֲ���������ļӟ��^�̣����ӕr���ߜ^(q��)���p�����p�ĺ��ӂ�(c��)���ܟ���Û������߅�͜^(q��)��Ą�����K�������������L���a(ch��n)��������׃�Σ���s�r���ߜ^(q��)���������׃�ζ��a(ch��n)���տs���͜^(q��)��a(ch��n)���տs��С���@�N��ƽ��ă�(n��i)���տs��(d��o)�µװ�a(ch��n)�����s��(y��ng)�������s׃�Ρ�
1.2������M�����D(zhu��n)׃
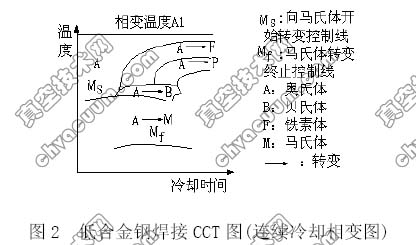
�������ӕr���ߜ^(q��)��ĽM��������w׃�ɊW���w����s�W���w�D(zhu��n)׃?y��u)����w��������w�������w�������w�������w�ȣ������D(zhu��n)׃�R���w(��D2 ��ʾ)���Һ��ӵļӟ��c��s�ٶȶ��^�죬����M���O��������ˣ����p����Ӱ푅^(q��)��Ӳ�Ⱥʹ����S֮���������ʺ͔����տs��Ҳ�S֮�Ӵװ�a(ch��n)���M����(y��ng)���ͽM��׃�Ρ�
�������s׃�κͽM��׃�εĹ�ͬ���ã�ʹ�װ�a(ch��n)���v���տs׃�κ͙M���տs׃�Σ�ͨ�^�@�ɷN׃������װ�ĸ��N׃�Σ����տs׃�Ρ���׃�Ρ�����׃�Ρ�Ť��׃�Ρ�����׃�εȣ����ĺ���׃����Ҫ���տs׃�Ρ���׃�Ρ�����׃�Ρ�
2����ֹ�͜p�ٹװ�׃�εķ���
������ֹ�͜p�ٹװ�׃�εķ������ڱ��C����ǰ���£��M�����ͺ��Ӿ��������pС���Ӆ^(q��)�c���w�Y(ji��)��(g��u)֮�g�Ĝز����ȵp�ٵװ��ڽ��^���еĄ��Լs������ߘ�(g��u)���Ą��ȣ����ƽM����׃���M���p�ٴ�Ӳ�M������ʹ�M����(x��)�������p�ٺ��ӑ�(y��ng)����ʹ��(y��ng)������ֲ���
3���װ�׃�εĿ���
3.1���ƶ��������Ű��O(sh��)Ӌ����
����(1)�װ���Ű�ֱ�������O(sh��)Ӌ�D��ֱ���Ŵ�0.15��0.2%�����a(b��)�����p�Ŀv��͙M��׃���տs����
����(2)�M���x���Ҏ(gu��)��䓰塣���ں��p�Ŀv���տs���c���p�L�ȳ����ȣ����ô�Ҏ(gu��)��䓰�װ�ĺ��p�L�ȴ����p�٣��v���տs׃��Ҳ����(y��ng)�p�٣�ͬ�r�p�ٺ��ӹ����������Ͳ������ģ���(ji��)�s�������������s�̹��ڣ����Ч�档
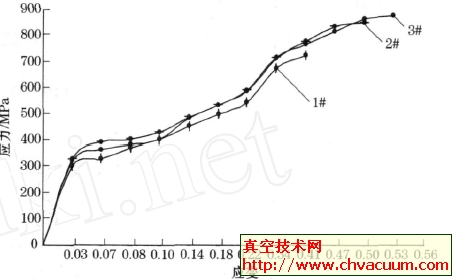
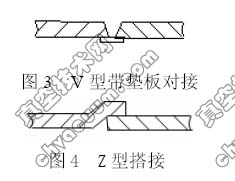
����(3)���Î��|��Č��Ӻ��p��Ҋ�D3 ��ʾ������Z �δ�Ӻ��p��Ҋ�D4 ��ʾ�����ஔ(d��ng)��䓰��ں���λ�������˼ӏ�(qi��ng)�����(qi��ng)�˵װ�ĽY(ji��)��(g��u)���ȣ��ֿ�ʧ��(w��n)׃�ε������õ��ӏ�(qi��ng)��ʹ�M���տs׃���c��׃��׃С��ͬ�r������?y��n)���߄��ȶ����ӹװ����w��ȶ����ʩ���ɱ������M(f��i)��
����(4)�װ��Ű�r���L���p��(y��ng)���������ľ����Ќ��Q������߅�����ԹĈA�Ğ����Č��Q���ã��@����������ֺ���׃�Σ�Ҳ���ֹ׃�ι�ˇ��ʩ����Ч���Ƅ�(chu��ng)�������l����