ȫ��ʽ���y����׃�����Ĝy��������
������B�ˑ��þW�y��Ͳ�wԇ������׃�εĜy���^�̺͜y���Y�����Լ��y���Y����ȫ��ʽ���y�y�w�OӋ�����еijɹ����á�
1������
����ȫ��ʽ���y���y�w�����^���У��y�w���l���S��͏���׃�Σ�Ӱ����w�_�����غ��ܷ�Ч��������ȫ��ʽ���y�����һ�������Ǻ��ӣ��@һ׃�Οo�����������ֻ��ͨ�^�m���Ĝy���������ҳ�׃��Ҏ�ɣ������_��֧�ΰ�ijߴ磬���C֧�ΰ��c���w���y��֮�g������g϶���Ķ��ȱ��C���y���Ӻ���_�����磬�ֱ��C���y�P�]�r���ܷ����ܡ������@һ˼·���҂���Ͳ�wԇ������׃���M���˜y�������ڮaƷ���a���M������C��
2��׃�����Ĝy��
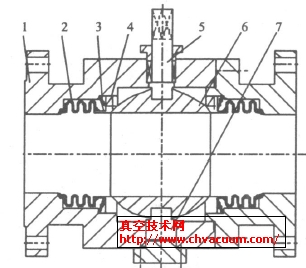
����(1)�y�����������o�B�y�������еľW��——�ԾW����ʽ�_�����y�����c���ں���ǰ�y���˾࣬�䔵ֵ������׃�������@���A�κ��������׃�Ρ�
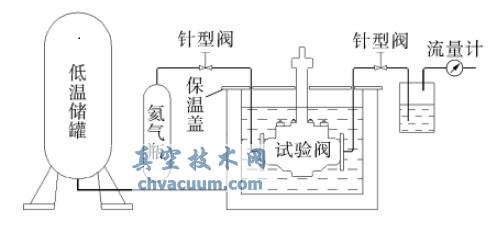
��������Φ681mm×Φ589mm×915mm��Ͳ�wԇ�������Ϟ�A105�������¿ڞ鎧�r��U���¿ڡ���ԇ����A���ȿ��g��һ�����x܇���y���ۣ���ԇ����A���ȿ��S�������g��һ�����x�����y���������c�۵Ľ��c����y�����c������ǰ�y�������c֮�g�ľ��x�����ɷ�ӳԇ������ǰ����S����׃����r���D1��ԇ����A�y����չ�_�D���D2��ԇ����A�y���۷ֲ����D3��ԇ���ȿלy���۷ֲ���
�D1 ԇ����A�y����չ�_�D
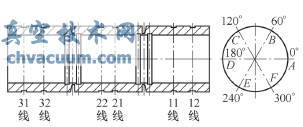
�D2 ԇ����A�y���۷ֲ�
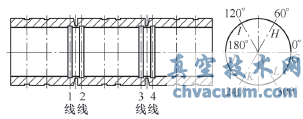
�D3 ԇ���ȿלy���۷ֲ�
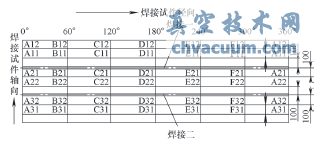
����(2)���ӹ�ˇ�^�̌�3��Ͳ�wԇ���c�̺��b�ڝL݆���ϡ������Θ˿��ߡ��⏽ǧ�ֳߺ̓ȏ�ǧ�ֳ��M�Мy�����õ�����ǰ�Ę˾���ֵ���ü��z����ˇ�M�к��ӡ�
�������z��CHW-S3(GB/T5293H10Mn2)��Φ1.6mm;������CHF101;�������240��280A��늻�늉�31��32V�������ٶ�300��450mm/min�������p��ƽ���p��Ȼ�ӕrƫ��һ��ƫ��һ�ӽ��溸�ӣ���������Ͳ�w2mm�������^����Ҫ���ƹ����ض�(�y�عP�y��)��ÿ����2Ȧͣ����s��150������(����)��ÿһ�˺��p����20����ÿ�����۷�߶Ȟ�2.2mm���������c�g�ľ��x�ٴ��M�Мy����
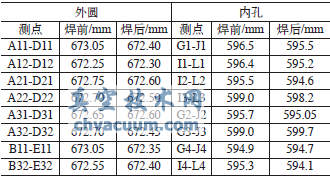
����(3)�y���Y������ǰ����Ę˾���ֵ���1~��4��ʾ��
��1 ���y����ԇ��ֱ������׃�Μy��ӛ�
��2 ���y����ԇ���ⲿ�L�Ȝy��ӛ�
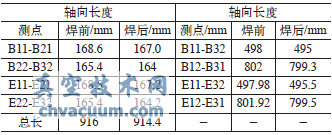
��3 ���y����ԇ���Ȳ��L�Ȝy��ӛ�
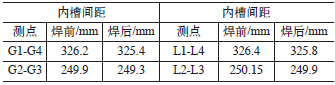
��4 ���y����ԇ���¿ڌ��Ȝy��ӛ�
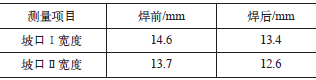
��������1����4�Ĕ����M�з���������ԇ����Aƽ���տs0.26mm���ȿ�ƽ���տs0.66mm���ⲿ�L��ƽ���տs2mm���Ȳ��L��ƽ���տs0.56mm���¿ڌ���ƽ���տs1.25mm����Ҋ������oՓԇ���ⲿ߀�ǃȲ����L��߀��ֱ���������տs�B�ݡ�ֱ������Ȳ��տs�����ⲿ���L�ȷ����ⲿ�տs���ڃȲ���
3���aƷ�đ�����C
����(1)ԇ�ƮaƷ�đ�����C����Ͳ�wԇ���cȫ�����y�aƷ�ĽY����ʽ����ȫһ�£���24″DFS100ԇ�ƮaƷ���ӕr�����y�w�ĺ���׃�����M���˜y�����l�F�����y�w���S��s��0.8mm���B���wֹ�ڵď���s��0.6mm���cԇ���Ĝy���Y��һ�¡�
���������y���Y��������֧�ΰ壬���C�Ȃ��c���w���g϶��0.1mm�����C֧�ΰ��c�B���w���g϶��0.3mm��
����24″DFS100�aƷ����ǰ���M���_��Ť�y����
�����OӋҪ�������y�UŤ��<1855N·m��һ���M��0.6MPa�y�UŤ��<3452N·m��һ���M��10MPa�y�UŤ��<28899N·m��
�������y�������ٽM�b�������z�yŤ�؞�616N·m;����0.6MPa�z�yŤ�؞�3695N·m;�ܷ�ϸڽM��3��������z�yŤ�؞�985N·m;����0.6MPa�z�yŤ�؞�4310N·m;�ܷ�ϸ۽M����Ʒ��(����)���������z�yŤ�؞�1231N·m;����0.6MPa�z�yŤ�؞�3695N·m;�ܷ�ϸܽM����һ��3��������z�yŤ�؞�370N·m;����0.6MPa�z�yŤ�؞�3202N·m;�ܷ�ϸݽM����Ʒ�������z�yŤ�؞�1231N·m;����0.6MPa�z�yŤ�؞�3448N·m;�ܷ�ϸ�;��ˮ��10MPa(����)�z�yŤ�؞�18473N·m;�ܷ�ϸ���ǻ��ˮ��10MPa�z�yŤ�؞�17241N·m;�ܷ�ϸ��ք��b�Ùz�yŤ�؞�9000N·m��
������Ҋ�����Ӻ���ܷ������c�_��Ť�ؾ��_�����OӋҪ��
����(2)28″DFS64�aƷ�đ�����C2010��6�£�����ʯ���A���ֹ�˾���a1�_28″DFS64ȫ��ʽ���y������ǰ�ڵĺ���׃�Μy���Y���������o��֧�ΰ��c�B���w�����w֮�g����Ϲ������_�����A�ڵ�Ч����
4���Y�Z
����ͨ�^��Ͳ�wԇ�����Ӻ���S����׃�����Ĝy�����Լ����y���Y���ķ������������OӋ֧�ΰ��c�B���w�����w֮�g����Ϲ�����C��28″DFS64�aƷ��������S�����Ҟ�ȫ��ʽ���yϵ�ЮaƷ���OӋ�������ṩ����Ҫ������