���⌦�Ѓx��܈�C�L�Sϵ���й����еđ���
һ��ǰ��
�����S�����Е�����O����ӼӴ������p���^�ߣ����ؕr������O����A�Ʉӣ�����ͣ�C��Ӱ����a�Ĺ��ϰl�����ڼ��⌦�Ѓx�����ƏV֮ǰ��һ����O�䶼��ͨ�^���ߡ��ٷֱ���ǧ�ֱ����M�Ќ��У��mȻ���Ȳ��ߣ������ڵ��D�ٵ��O��Ҳ�ܝM��Ҫ��������о���Ҫ��ܸߣ�������ԭ�әC�c���ЙC�����x�^�L���b�ã���ôʹ�ðٷֱ팦�о�ֻ�����nj����ˡ����Ҹ���헲��P�����˾(���º��QZPSS)����܈һ���S܈�C�����Ҿ�ȡ�b�þ��nj����@�N������ͨ�^ʹ�ü��⌦�ЃxE710��ԓ�b�õĿ��١����_�����Ľ�B�������f���˼��⌦�Ѓx���L�S�����еĪ��Ѓ��ݡ�
�������⌦�Ѓx�Ļ���ԭ��
����1. �O�䲻���еķN�
���������w���g�������ɸ��S�Ĵ�ֱ��ˮƽ�����з֞��������N��ͣ�
����1)ƽ�в����У����ɸ��S�����ľ�����λ��ƫ�
����2)�ǶȲ����У����ɸ��S�����ľ��ཻ�����ڽǶ�ƫ�
����3)�C�ϲ����У�ƽ�в����кͽǶȲ��������ͬ�r���ڡ�
����2. �O�䌦�еķ���
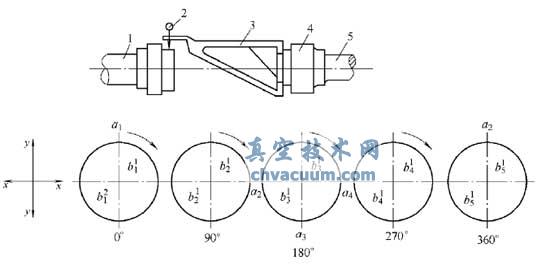
�����O�䌦�еķ����У�ֱ����/ԇ���߷����ٷֱ����ͼ��⌦�з��ȣ���4�N���������c�քe���¡�
����(1)ֱ����/ԇ���߷� �������㣬ֻ��Ҫһ�����ߺ��ֱ�߾��ܲ������������@���@�N���з����`���^��ֻ�m�����ڌ��о���Ҫ�ߵ��O�䡣
����(2)�ٷֱ���֮��A—���淨 ��A�ٷֱ�y��ˮƽƫ�����ٷֱ�y���Ƕ�ƫ��Еr���O�Ãɂ��ٷֱ�һ��y�����档�@�N�y�������ڹ��I�Б����^�ձ顣����������S��Z�ӣ��t����ߴ��`����F��
����(3)�ٷֱ���֮���D(���D)—��A�� Ҳ�Q�α��������ɉK�ٷֱ����y����A��ƫ��Ƕ�ƫ���ɂ�ƫ��ֵ�g��б�ȡ��@�N���з������J�����S���е����x������������������S��Z�ӌ����е�Ӱ푡�
����(4)���⌦�з� �������D(���D)—��A����ԭ�������c�ٷֱ�^�e���ڣ��ٷֱ��mȻ�����������_��0.01mm���������|�c����׃����������P֧���Ƅӣ��Ķ�Ӱ표y�����ȣ����Ҳ����̡��^�����y���������������������|�����p�������@�Nȱ�ݡ�
����3. ���⌦�Ѓx���еĻ���ԭ��
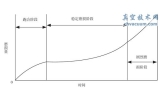
����������֪�� �����c��ͨ�����ą^�e��������з����Ժ͆�ɫ�ԡ���������ָ����İl�����������������װlɢ��������ֱ���M�Ђ��������_�������������pʧ�^�٣���ɫ����ָ�l���ĹⲨ���L��һ���ױ���������e���������������ɔ_��
����Easy Laser E710���⌦�Ѓx����635��670nm���L�İ댧�w�tɫ���⣬����p����ϵ�y�����Ѓɂ����ܰl�伤�����ܽ��ռ���Ĝy�������քe���b���S���ăɂ��S�ϣ�Ҫ��ԓ�ɂ��y�����l���ļ����ܱ���һ�����ա������������ڽ������IJɼ����ϕr�����γ�һ������^�����C���^Ӌ�㣬�_���@������^������������c�����S�_ʼ���D���Ե����������cҲ�քe�ڌ����������IJɼ����ϰl��λ�ơ����⌦�Ѓx��ͨ�^���@�Nλ����Ӌ������y�O����Sƫ��ͽ�ƫ�
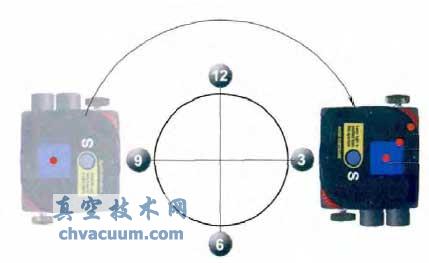
����������IJ�����ʽ�Ǖr犷������Еr�քe��9�c��12�c��3�c����λ�Üy��ȡ��3�M����������x����ݔ���������O������P�S�����������Æα���ԭ��Ӌ���ƫ�������{���������Ҽ������c�S�ɲ�ƽ�С����ڼ��⌦�Ѓx���õ��džα�����ԭ�������кܶ��o��Ӌ�㹦�ܣ��ʺ͆α���һ�ӣ��m�����κ���r�D���O��Č��У����䌦�������S��Z�ӵĴ��͙C�M���Ѓ��ݡ�
�������⌦�Ѓx���L�S�еđ���
����ZPSS��܈һ���S3#��4#܈�C���Ҿ�ȡ��늄әC�c�����X݆����B���S�ľ��x�_��3.2m(Ҋ�D1)����ZPSS�ƏVʹ�ü��⌦�Ѓx֮ǰ������ͨ�^��ٷֱ��ķ�ʽ�M�Ќ��У������S���^�L���ٷֱ�U�L�Ȳ��˕rһ����Ҫ�������õı�U�M�Ќ���(Ҋ�D2)�����Hǰ�ڹ������������Ҍ��о����^��(��ӳ��b1+b3≠b2+b4����ƫ�����0.03mm�����⣬ָᘟo�����㣬��a1≠a5��b1' -b1'' =b5' -b5'' ��Ҳ�nj��о����^���һ���w�F)�����˽�Q�@���L�S�o���ʴ_���е��y�}��ZPSSُ�I��Easy—Lasyer E710���⌦�Ѓx��ͨ�^�S�ҵ���Ӗ�������IJ����������K���ҵ���һ��ᘌ��L�S���еķ��������w�������E��ע��������¡�
����1. �ʂ乤��
�����ʂ䲻�P䓉|Ƭ��������ǧ�ֳߺ�Һ��ǧ��픵��{���r���ù��ߣ������_��˨���ݼy�z�飻���_���b�漰늄әC���b���M���������_�����|��o���
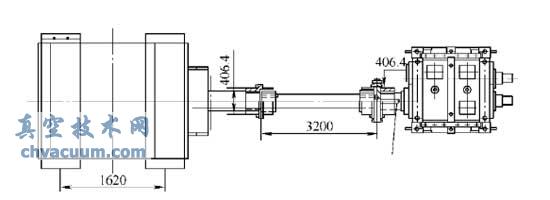
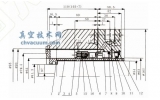
�D1 �����X݆���B���S
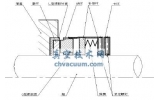
�D2 �ٷֱ�y��
1��5.�S 2.�ٷֱ� 3.֧�� 4.�S��
����ע���c��
����1)�������b�摪��늄әC���bǰ��ɣ��в��ɰ��ַ��ڵ����c���_֮�g��
����2)�ʂ��Һ��ǧ������������ϬF���l��(��Ҫ���]늄әC����)��
����2. �̶��y����Ԫ
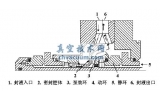
����1)��D3��ʾ��S��y����Ԫ���̶��ڻ��ʶ˵��O���ϣ�M��y����Ԫ���̶����{���˵��O���ϡ�
����2)S��M�y����Ԫ�挦��̶����_��S��M��Ԫ�̶�����ͬ�İ돽�ϵȸߡ���ʼ�Ƕ�һ�¡�
����ע���c��������˨�̶����S������˨�׃ȣ��Ա��CS��M��ͬ���D�ӡ�

�D3 �̶��y����Ԫ
����3. ���Ӝy������
�����M��ˮƽ�S���Мy������ݔ����x�������քe���_�J�I�_�J��
����ע���c���漰������l���b�õijߴ����ڜy����һ�������о�(�ھ�)��y�����ʡ�
����4. �O���M��{��
��������늄әC�c�p�������g���x�ӽ�5m��������ƫ�����ɼ�������Ó�У������Ҫ�ȴ��{����D4��ʾ�����w�������¡�
����1)��S��M�y����Ԫ�D��9�c�λ�á��{����������Ŀ�˰е����ġ�
����2)�D���S��3�c�λ�á��_�J��������̽�y���ϵ�λ�á�
����3)ʹ�ü������{���o���{�������������ľ��x��һ�롣
����4)�Ƅӿ��{�C��ֱ�������������ġ���ֱ������{������һ�ӡ���K�_���P܇һ�ܣ����������ܴ��ϡ�
����ע���c�����M�еڶ����r�������������̽�y���ⲿ���o���l�F�r������һ�������Ҍ���������λ�ã����M�е�����������
�D4 �O����{
����5. �M��̓�_�y��
���������M�뵽ܛ�_�y�����棬���ΰ�늄әC���Ă����_��˨���_�پo�̣�������ֵ��׃�����_��ܛ�_�Ƿ���ڼ�����λ�á�������늄әCܛ�_�y��ʡ��δ����
����ע���c���������׃������С��׃������(���Ǿ�)����ô����̓�_���}�����ǻ��A���}����Ҫ�z����A�����⣬���ڴ��ʵ�늄әC��һ���ʡ�Դ˲��E��
����6. �O���M��{�y��
����1)�M��r犷�9-12-3������������ʾ�����ΰь����S�D�ӵ�9�c��12�c��3�cλ�ã���ӛ����������Ĕ�����ֱ������@ʾ�Y����
����2)�����@ʾ�Y���������M���{���������M�и߶ȷ����{�������y����Ԫ�D��12�c犷�����늄әC�Ă����_�����@ʾֵ�Ӝp�����|Ƭ���ٌ��y����Ԫ�D��9�c��3�c犷��������@ʾֵ�{��늄әCˮƽ����ֵ(��ͨ�^픽z�{��)��
����ע���c���Ӝp�ĉ|Ƭһ����ò��P䓲��|����ÿ��늄әC���_�������|�ĉ|Ƭ���������^5Ƭ(3Ƭ���)����늄әC�߶ȡ�ˮƽ�����{���ú��ھo����˨�r�����Ǿo�̣������ΔQ�o��
����7. �M�ж��Μy��
��������ɵ�6���l�F�S����ˮƽ������S��ͽ���ƫ���ѽ��M��Ҫ����ֱ����߀���ٴ��{���������؏͵�6���y�����������ٴΜy���{�����Ӝp�|Ƭ�ڶ����S��ƫ����������ȫ�M��Ҫ��
����ע���c���M�еڶ����{���r�ɲ����������c���y����
����ZPSS܈�C���ȡ늄әC���еĜy���Y�����{����Y��Ҋ��1��
��1 늄әC���нY��
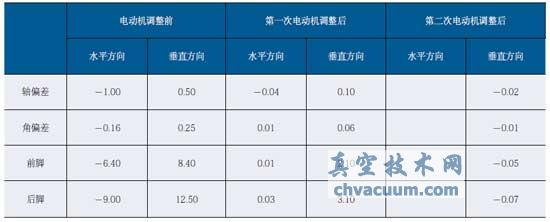
������K�y���Y������Ҫ���Cλ��ƫ�������0.05mm���Ƕ�ƫ����������0.05mm/100mm֮�ȣ��y���Y����
���������y���{���^����3h֮�ȣ�����Ч�����@��ߡ�
�ġ��Y�Z
�������⌦�Ѓx�����M�ĮaƷ���䌍�����ѽ��ܵ����ȱ����Ñ���һ�¿϶�������������㣬�������ߵļ��gˮƽҪ��Ҳ���ߡ����⣬���`�C�����⌦�м��g���L�S���еČ��H�����о��п��١����_���W���õ����c���ǂ��y���Пo���ȔM�ġ����������õ��O�䲻�������������߀���ڽ�����Դ�p�ķ��涼�Ȍ��в����O��ߺܶ࣬���ᳫ���ܵĽ��죬���б�Ҫ�ƏV���⌦�м��g����������y�İٷֱ팦�С�