����Ժ�늻��t���ϵ�y(t��ng)�ęz©
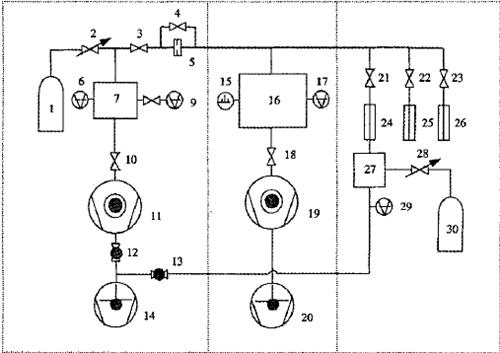
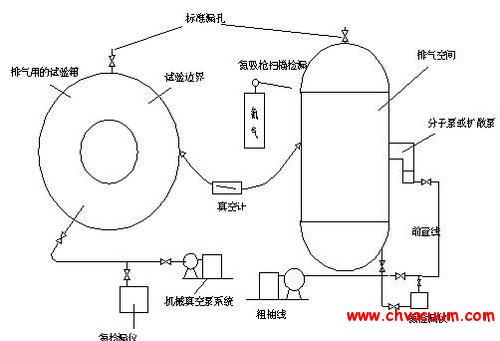
һ�����ÿƌW(xu��)�����������ϵ�y(t��ng), ���HҪ���Օr�g( �ıÆ��ӵ��_(d��)��ˇ��Ҫ�����ն�) ��, ����Ҫ�����ϵ�y(t��ng)���^�õĚ�����, �����a(ch��n)��ˇ�����S�����©�ʡ���(sh��)�H���a(ch��n)��, �t�ҵ��w�e�ǹ̶���, ���, ©���ǰ�ÿ��犠t��(n��i)����׃����׃����Ӌ��ġ���D2��ʾ, ��(d��ng)�yV01 ��V02 �y�P(gu��n)�]��, ��ՠt�҉�����һ��犃�(n��i)��׃�������Ǡt�ҵ�©�ʡ���ͬ�Ľ����۟���ˇ, ������ͬ��©��, ����⁼�⁺Ͻ�, ©��0.13 Pa/min ����, ���܉�M�㹤ˇ��Ҫ�ġ�
�z©��Ŀ��, ���ڰl(f��)�F(xi��n)��ՠt�Һ����ϵ�y(t��ng)��©���c(di��n), ���r̎��©�c(di��n), ̎���ĽY(ji��)��: һ����, ʹ?f��n)t�ҵ�©�ʿ����ڹ�ˇ�����S�ķ�����(n��i); ��һ����, ʹ��չܵ�������y�T����ձõ�©���c(di��n)��������, ��������ϵ�y(t��ng)�ij������, �s������ՠt�ҵij�Օr�g���κ�һ�����ϵ�y(t��ng), ©���ǽ^����, ��©��������, �@����?y��n)?
(1) ��չܵ����y�T֮�g�������ɲ�ж���B��, �B��֮�g�ö������z�����ܷ����; �t�Ҵ����\(y��n)�Ӳ���, �\(y��n)�Ӳ����c�t��֮�g���ڄ��ܷ⡣�S��ʹ�Õr�g�����L, �ܷ����z��ȻҪ�ϻ�, ���ܷ�ɿ���Ҫ���͡�
(2 ) ���ٹܵ�֮�g���������p, ����ۻ��^�������Ț�ų�,�����ų��Ț⌦���p�ĸ��g,�Ķ������и��g�Ě��w�h(hu��n)��, ���p��ʧЧ��
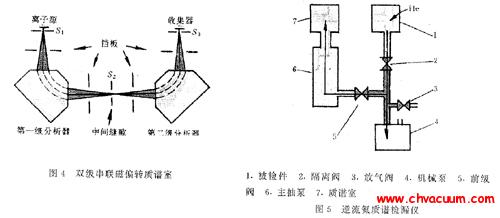
Ŀǰ, ���ڙz©����ռ��ăx�������|(zh��)�V�z©�x�����������ܷ�(w��n)�����`���ȸߵ����c(di��n)�����ڴ���к�����( �H��ʮ�f��֮һ) ,�x���|(zh��)���c�������w�x���|(zh��)�����ܴ�,�����ܸɔ_,�����e�С��m���ڴ�©�ʡ�����l(w��i)���^������ϵ�y(t��ng)�ęz©, ���`���ȿ��_(d��)1×10- 10~1×10- 12 Pa M3/ s��
���͵����ϵ�y(t��ng)�ij�ՠt�҉�������
�����ϵ�y(t��ng)�����^����, ���Ȇ��ӵ����ͷ�ʽ�C(j��)е��, �ڠt�҉����_(d��)��3×103 Pa�r, �ن���С�_�ı�, ��(d��ng)�t�҉����_(d��)��1×102 Pa �r,���Ӵ��_�ı����ڠt�҉����_(d��)��10 Pa �r, ������������( ������������ǰ��պ��A(y��)��) ��ֱ�������_(d��)��0.1Pa ����, �ڜy���t��©��С�ڹ�ˇ�����S�Ĕ�(sh��)ֵ��, ���������a(ch��n)�ˡ��t�҉�����׃����D3 ��ʾ����������r��, 늻��t��Օr�g��һ����, �t�ҵ�©����һ����, ��(d��ng)���ϵ�y(t��ng)����©�c(di��n)�r, ���ij�Օr�g׃�L, ���t��©������, �t�t�Ҵ�����©�c(di��n); ���t��©�ʟo׃��,�t��չܵ�����ձô���©�c(di��n)����ձ��й���, ���Ùz©�x�z©, �ҵ�©�c(di��n), ̎��©�c(di��n), ���o©�c(di��n), �t����ձ����Ч�ʽ���, ��z�ޡ����Q��ձá�
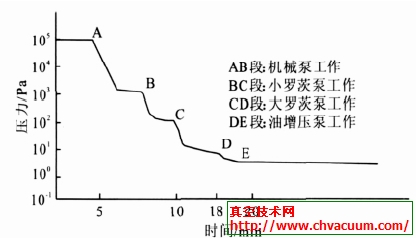
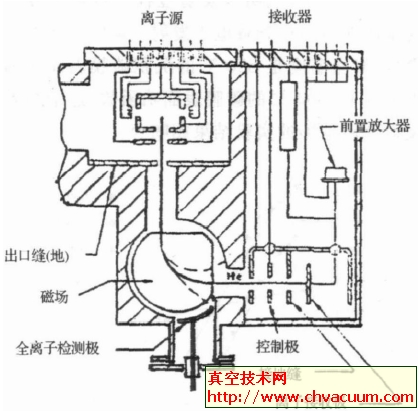
�D�����͵�늻��t��Չ�������