��ͬ��շ����ȵij��r�gӋ��
�����������ϵ�y��ʹ��Ŀ�Ķ��Q���������նȺͳ��r�g��Ȼ���x����m����ձá�������B��ͬ��շ����ȵij��r�gӋ�㡣
1����≺-������I��ij��r�gӋ��
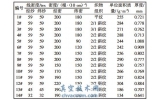
�����@����ָ�ĵ�����I����ָ��ն���100 KPa��0.2 KPa��������I�����ǻ�w�ͱõ��B�ӹ܃ȣ����w������������r�����r�g����ͨ�^���ډ���p1�����_����p2������ٶ�S���ݷeV(�����)��Ӌ�㡣
����ʽ�С�p1———���ډ���(��≺)[Pa]��
����p2———���_����[Pa]��
����t———���r�g[min]��
����V———�ݷe[L]��
����Se———���H����ٶ�[L/min]��
�������]�����ܺ��y�T��ƿ�iЧ�������H����ٶȴ��¿��Թ������Փ����ٶȵ�80%��
2��������I��ij��r�gӋ��
�����@����ָ�ĸ��������������I����ָ��ն���200 Pa �� 0.2Pa֮�g��������I�܃ȵĚ��w���ӣ�̎��������ͷ����������g��B�����܆μ��������ջ���������¹��v��ĸ�����ǘӺ��ε�Ӌ�㡣һ����r�£�ͨ�^�ɷN��ʽ�քeӋ����r�g��Ȼ��ȡӋ��ֵ�^��ĽY����
������ճ��Ҫ���]��Ҫ�أ�
����(1)���_��նȣ�
����(2)����ٶȣ�
����(3)��ͨ�ʣ�
����(4)���H����ٶȣ�
����(5)���w�ų��ʣ�
����(6)©�ʡ�
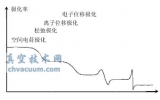
��������ձÌ����ǻ�w���r�����ǻ�w�ȵĉ���Ѹ�ٽ��ͣ����ǽ��^һ�Εr�g���½�׃��������څ��һ���㶨ֵ�������@�N�F�����Ҫԭ�������ϵı���Ś�����D1��ʾ������׃���IJ�ͬ�I�քe�Q֮����g���ͱ����⡣�����Mһ�������նȣ�ͨ�����õČ������£�
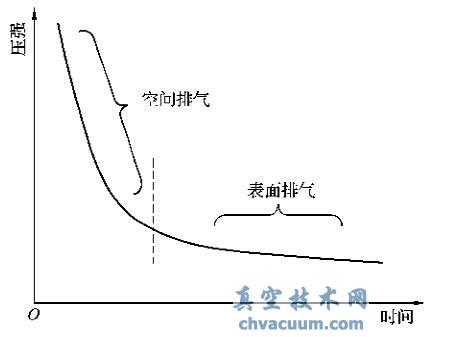
�D1 �����ͳ��r�g���Pϵ
����(1)�x�����ų����w�ٵIJ��ϣ�
����(2)ͨ�^늽⒁����ֶΣ��pС���ϱ���e���^���p�ٚ��w���ӵ�����
�������w�Ʌ�������ղ��ϵı�������͒���
����http://smsksx.com/material/material/095533.html��
����(3)��ǻ�w�M�к濾�����M�����������w�ķų���
3�������-��������I��ij��r�gӋ��
�����@����ָ�ĸ��������������I����ָ��ն���0.2Pa���£����ڸ�����I��Ҫ��ֿ��]�������Լ����������w�Ě��w�ų�����ˣ����r�g�ͳ���ٶȵ�Ӌ�㷽���͵�����I��ͬ��
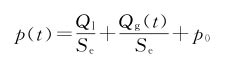
����ʽ�С�p(t)———���_������
����Se———���H����ٶȣ�
����Ql———ǻ�w©������
����Qg(t)———ǻ�w�Ȳ��ų����w����
����p0———���ډ�����
�������w�ķų���Qg(t)�S���r�gt���p�١�Ӌ���_ʼ�r���ٶ�һ�����r�g���������r�ķŚ�������õ��_����նȡ����Ӌ��Y��p(t)���������նȲ�һ�£��t���¼ٶ��r�g�������¼��O�r�g�Ě��w�ų����ٴ�Ӌ�㡣�����؏ͣ���Kp(t)���������շ����ȡ�
����������I��ij��r�gӋ���h�ȵ�����I����s�����ǻ�w�ăȱ��潛�^�ƾ���ϴ��150��200��濾̎���ăɷN��r�£����ߵĚ��w�ų����p��10%���ң����ʹ��ͬ�ӵij������ܵ��_����ն�Ҳ������һЩ��
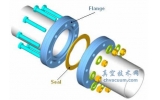
�������ǻ�w�ȵIJ����Π�Ͳ��|Ҳ�O���Ӱ푵��_����նȺͳ��r�g�����ʹ���˘�֬��ϣ��t���_����նȕ��Ȇμ����]���ٱ���Ě��w�ų�Ҫ��2��3�����������Ȳ�ʹ����ᔕr���ݼy�������Ě��w�S�����r�g�����ų������˼����ݼy���Ě��w�ų���Ҫ��������Ĵ��ף������ݼy�����_һ�������(�D2)����ˣ��Ȳ�����Խ���s��Ӱ���յ����ؾ�Խ�࣬Ҫ�@�ø���գ��OӋ�Ͼ���Ҫ��
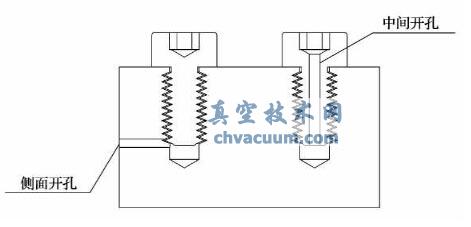
�D2 �ݼy���ij��ʾ��D
���P��x��
�������ϵ�y�ij��Ӌ��
����http://smsksx.com/systemdesign/095536.html
������չܵ����������PӋ��
����http://smsksx.com/engineering/095534.html
������ͬ��շ����ȵij��r�gӋ��