�R��вČ�(du��)TiAlNͿ����ò���Y(ji��)��(g��u)�����W(xu��)���ܵ�Ӱ�
�������÷�ĩұ�������۟������Ƃ���ԭ�ӱȞ�T(m��n)i50Al50 �ĺϽ�вģ����ôſ؞R�乤ˇ��ͬһ��ˇ����(sh��)���Ƃ���TiAlN Ϳ�ӣ�����������R��ԭ�����@�R��X �侀����x���{���ۺͽY(ji��)�Ϗ�(qi��ng)�Ȍ�(sh��)�(y��n)���о��˞R��вČ�(du��)TiAlN Ϳ�ӵ���ò���Y(ji��)��(g��u)�����W(xu��)���ܵ�Ӱ푡��Y(ji��)������: ��ĩ�в���Ti ��Al �Ԇ��|(zh��)����ڣ�Ti �Ƕ��Al ���w��?ch��)����۟��в����γ���TiAl ��Ti3Al �Ͻ�Ƭ�ӽM��; ���ڃɷN�в��ڽM���Y(ji��)��(g��u)�͌�(d��o)�������ϵIJ�ͬ��(d��o)����R��a(ch��n)�~���вĜضȺ͞R������x�������ȶ����F(xi��n)�����@�IJ; ��(du��)Ϳ�ӵ�Ӱ푱��F(xi��n)�飬������۟��в�Ϳ�ӣ���ĩ�в�Ϳ�ӵij��e���ʸ�44%������ֲڶȵ�24%��Ϳ�ӱ����۵Δ�(sh��)Ŀ�ͳߴ��^С; ��ĩ�в�Ϳ�ӳʬF(xi��n)Ti2AlN ����S�����L(zh��ng)��ʽ���۟��в�Ϳ�����ڳ��e�ض��^�߱��F(xi��n)��T(m��n)i2AlN ���TiN �࣬�Ե��S�������������L(zh��ng); ��Y(ji��)��(g��u)�IJ�ͬ��(d��o)��Ϳ�ӵ�Ӳ�ȺͽY(ji��)�Ϗ�(qi��ng)�ȳ��F(xi��n)�����ĩ�в�Ϳ��Ӳ�Ȟ�25. 69 GPa���Y(ji��)�Ϗ�(qi��ng)�Ȍ���HF-3���۟��в�Ϳ�ӵ�Ӳ�Ȟ�28. 22 GPa���Y(ji��)�Ϗ�(qi��ng)�Ȍ���HF-5��
����TiAlN Ϳ�Ӿ��Ѓ�(y��u)�������W(xu��)���ܺ᷀͟(w��n)�����ܣ�������������ߵļӹ�Ч�ʲ����L(zh��ng)�˵���ʹ�É��������ИO�ߵĽ�(j��ng)��(j��)��(sh��)�Ãr(ji��)ֵ���������Ϳ�ӵij��eЧ�ʣ�һ�����ڱ��CͿ���|(zh��)������r�±M���s��Ϳ�ӳ��e�r(sh��)�g����һ�����Ƃ���ڸߟ��d�ɛ_������Ȼ���иߞR��a(ch��n)�~�����l(f��)���ʵİвġ��вĵ��Ƃ乤ˇ��Ҫ�з�ĩұ��������۟���������(du��)ͬһ�ɷ֣��ɷN�Ƃ䷽���õ��İв������ܶȡ��s�|(zh��)Ԫ�غ�����������С���M�������Լ���Y(ji��)��(g��u)���涼���^��^(q��)�e��
���������(l��i)����(du��)TiAlN Ϳ�ӵ��о������(sh��)�������Ĥ��ˇ����(sh��)�����絪?d��)�����������ƫ������նȡ��л��g�ࡢ���e�ضȵȌ�(du��)Ϳ�ӽM���Y(ji��)��(g��u)�����ܵ�Ӱ푣����P(gu��n)�ڰвĵ��о��s�����漰�������nj�(du��)�вĵĽM���Y(ji��)��(g��u)����c�R��Ϳ�ӵ��P(gu��n)ϵ������ͨ�^(gu��)�O(sh��)Ӌ(j��)�ɷN�вģ��քe�Ƿ�ĩұ��������۟������Ƃ��ԭ�ӱȞ�T(m��n)i50Al50 �ĺϽ�вģ���ͬһ�ſ؞R���O(sh��)�估ͬһ�R�乤ˇ�l�����M(j��n)���Ĥ��(sh��)�(y��n)���о���ͬ�M���Y(ji��)��(g��u)��Ti50Al50 �Ͻ�вČ�(du��)TiAlN Ϳ�ӵĽM���Y(ji��)��(g��u)�����ܵ�Ӱ푡�
1����(sh��)�(y��n)
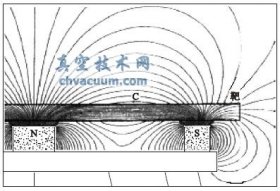
������(sh��)�(y��n)���ðвĞ��ĩұ�������۟������Ƃ��ԭ�ӱȞ�T(m��n)i50Al50 �Ͻ�вģ���(ji��n)�Q���ĩ�вĺ��۟��вģ���(du��)��(y��ng)�Ƃ��Ϳ�Ӻ�(ji��n)�Q���ĩ�в�Ϳ�Ӻ��۟��в�Ϳ�ӣ�Ҏ(gu��)���300 mm × 100 mm × 10 mm��ԭ�ӱȞ�T(m��n)i50Al50�����w��Ӳ�|(zh��)�Ͻ�( WC-Co) ��Ҏ(gu��)���10 mm × 10 mm × 6 mm����(j��ng)��ĥ���R�撁�⣬������ϴ�����L(f��ng)���ɺ���á��Ĥ��(sh��)�(y��n)�����Ĵ���W(xu��)����PEMS-800 �����������e( PVD) �ſ؞R���Ĥ�C(j��)���������w���Ar������(y��ng)���w���N2���ڳ��eͿ��֮ǰ��Ҫ��(du��)�в��M(j��n)���x�ӿ��g����ȥ���вı���������Ӻ��ЙC(j��)ճ����ɷN�вIJ���ͬһ�Ĥ��ˇ����ն�3. 7 × 10 -1 Pa������ƫ��40 V���������7. 0 A��Ar �cN2���w������85 /60 mL /min( ��(bi��o)��(zh��n)��B(t��i)) �����e�r(sh��)�g��240 min����(sh��)�(y��n)�õ�(gu��)LFA427 ����ጧ(d��o)�y(c��)ԇ�x�y(c��)���вĵČ�(d��o)����; ���È�(ch��ng)�l(f��)�������R( SEM��Oxford instrumentsinstruments)��ԭ�����@�R( AFM) �^��вĺ�Ϳ�ӵı�����ò������SEM �������V�x( EDS) ��(du��)�вĺ�Ϳ�ӵijɷ��M(j��n)�з���; ��X �侀����x( XRD��D8)��(du��)�вĺ�Ϳ�ӵ�����Y(ji��)��(g��u)�M(j��n)�з������x��Cu ��( λ= 0. 154056 nm) ; ���ü{��Ӳ��( Nano Indenter XP)�x�y(c��)��Ϳ�ӵ�Ӳ�ȣ������B�m(x��)���ȵķ���������d��600 mN�����˜p�ٻ��w��(du��)Ϳ��Ӳ�ȵ�Ӱ푣�Ӳ��ֵ��(y��ng)ԓ�xȡ������Ȟ�Ϳ�Ӻ��ʮ��֮һ���ҵĔ�(sh��)ֵ; ���ی�(sh��)�(y��n)������Ӳ��ԇ�(y��n)�C(j��)���A�F�ν���ʯ���^���d�ɞ�60 kg�����d�r(sh��)�g��4 s�����ڙz�y(c��)Ϳ���c���ĽY(ji��)�Ϗ�(qi��ng)�ȡ�
2���вĵĽM���c�Y(ji��)��(g��u)
�����D1 ������SEM �^�쵽�ăɷN�вĵı�ɢ�����ɈD��Ҋ(ji��n)�ɷN�вijʬF(xi��n)��ͬ�ĽM����B(t��i)�����ڷ�ĩ�в����ß���o����ˇ�Ƃ䣬�Ƃ�ض���470�棬�_(d��)�����ɷN���|(zh��)�Ͻضȣ����Ti ��Alֻ���Ԇ���Y(ji��)��(g��u)���ڣ���EDS �����Y(ji��)��֪���D1( a)�а�ɫ���֞�T(m��n)i����ɫ���֞�Al���Y(ji��)�ψD2( a) ��ĩ�вĵ�XRD ����D�V�������M(j��n)һ���_����ĩ�в���ֻ�м�Ti �ͼ�Al �ɷN���|(zh��)����ڣ����І��|(zh��)Ti���Ƕ�چ��|(zh��)Al ����?ch��)����D2( b) ���۟��вĵ�XRD �y(c��)ԇ�Y(ji��)��������TiAl ���Ti3Al ���ɷN�Ͻ�������ڣ��Y(ji��)���۟��вĵ��Ƃ�ض��_(d��)��1800�����ϣ����Դ_��Ti��Al Ԫ���ѽ�(j��ng)�γɺϽM�����Y(ji��)�ψD1( b) ��֪�D�л�ɫ���֞鸻Al ��γ �࣬��ɫ���֞鸻Ti ��γ ���α2 ��Y(ji��)�϶��ɵ�Ƭ�Ӡ�M����

�D1 �вĵ�SEM ��ɢ��M��
3���Y(ji��)Փ
����(1) ���÷�ĩұ�������۟������Ƃ���ԭ�ӱȞ�T(m��n)i50Al50 �ĺϽ�вģ����߾�����ȫ��ͬ�ĽM���Y(ji��)��(g��u)����ĩ�в��Ԇ��|(zh��)Ti ��Al ����ڣ�Ti �Ƕ��Al ���w����?ch��)����۟��в����ԺϽ�TiAl ��Ti3Al��Y(ji��)��(g��u)���ڣ��γ�Ƭ�Ӡ�M��;
����(2) ���ڷ�ĩ�в������Ԇ��|(zh��)��Y(ji��)��(g��u)��Ti ��Al ����ڣ�������۟��в����γ���TiAl ��Ti3Al�Ͻ�Ƭ�ӽM������ĩ�вĵĞR��a(ch��n)�~�����۟��вģ���(d��o)�·�ĩ�в�Ϳ�ӵij��e���ʴ����۟��в�Ϳ��;
����(3) �۟��вĞR��^(q��)����ضȸ��ڷ�ĩ�вģ������c(di��n)Ԫ��Al �ۻ�������w�����\(y��n)��(d��ng)����Ϳ�ӱ���a(ch��n)����ߴ���۵Σ��������ڷ�ĩ�в�Ϳ�ӣ��۟��в�Ϳ�ӱ����۵Δ�(sh��)Ŀ�࣬�ߴ����ֲڶ�Ҳ����;
����(4) �۟��в�Ϳ����TiN ��Ti2AlN ���γɵĮ������Y(ji��)��(g��u)��(d��o)��Ϳ���еđ�(y��ng)��׃�Ķ������ܷ�������ڷ�ĩ�в�Ϳ��Ӳ��׃���Y(ji��)�Ϗ�(qi��ng)��׃�