�ߜ��XҺ��TiAlNӲ僌�ʧЧ�C���о�
����������ƽ��ſ؞R�䷨��H13䓱����Ƃ�TiAlN僌ӣ�������740����XҺ���o�B���g4 h���о�僌����XҺ�е�ʧЧ�C�����È��l���������@�R��ʧЧ��λ�M����ò�^�켰���V�������Y������������僌�ʧЧ��Ҫ�������XҺͨ�^僌�߅��^��僌�ȱ��̎����僌��c���w�Ľ��棬���c���w���ϰl���˷������g����K����僌ӵĄ����ʧЧ��僌�ʧЧ�^�̿ɷ֞��XҺ�B���A�Σ��������g�A�Σ����ٸ��g�A�Σ�僌Ӕ��ф����A���@�Ă��A�Ρ�
����H13����V���ؑ������X���Tģ�ߣ����H���r�£�ģ�߳��ܸߜظ߉�����ύ�����ã����c�XҺֱ�ӽ��|���h�����ӡ�ͨ��ģ�ߕ��a���XҺ���g����ƣ�ڵ�ʧЧ�О顣
����Ŀǰ�Ӿ��X���Tģ��ʧЧ�ķ�����Ҫ��ģ�߱����x�ӝB�����B�����������ͳ��e僌ӡ�TiAlN 僌Ӿ������õij��d�������������ضȸߡ���Ӳ�Ժá�������������ĥ�Ժã����������X���Tģ�߿��XҺ���g���o�ӵ��о����Ј����V. Joshi ���о��������ڜضȞ�680���XҺ�и��g5 h ������eTiN /TiAlN 僌�ԇ�ӵğ��ۓp���s��H13䓵�20%��Kazuki Kawataa �Ȳ������x���w�������W������e(PEVCD) �Ƃ��TiAlN/TiN 僌Ӿ����^�õı��o���w���ã��ڜضȞ�680���XҺ�н�14 h��ԇ��ʧ�H��0. 1 g /cm2����14 h ֮��ʧ�ؔ�������������Yucong Wang����PVD ������H13��ϳ��e��Ȟ�3 ��5 μm ��ȵ�TiAlN 僌ӣ���730���XҺ10000 ��30000 �Ο�ƣ��ԇ���俹�XҺ���g���ܱ�δ�ĤH13 䓴�����ߡ�
����僌��mȻ�������õı��o���ܣ����S���r�g�����ӣ��Դ���ʧЧ����Ŀ����ԣ������īI��KazukiKawataa ���ἰ���XҺ���g����14 h ��ʧ�ؼ���������V. Joshi ���о����ܜy�����ۓp�����������P僌��ڸߜ��XҺ�е�ʧЧ�C��ȱ������Ĉ����������H13䓻��w�ϵĴſ؞R��TiAlN僌Ӟ��о�����ͨ�^僌��ڸߜ��XҺ���L�r�g���g���桢������ò׃���ͳɷַ�����;����̽ӑӲ�|僌��ڸߜ��XҺ�е�ʧЧ�C����
����1���������c����
�������w�����x���{�|̎�����AISI H13䓣�Ӳ��48-52HRC�����潛������ñ�ͪ������ϴ30min��֮���ß��L�����b�t��
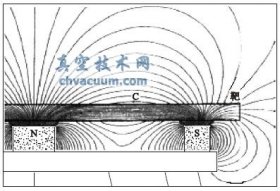
�����Ĥ����Ӣ��TEER��˾���a��UDP-650/4 ���]�ψ���ƽ��ſ؞R���x���Ĥ�O�䣬��1��3 �x�ü��Ȟ�99.9%��Ti �У���2��4 �Ǻ�Al70%��TiAl �Ͻ�У��ߴ綼��145 mm × 345 mm × 8 mm��TiAlN 僌ӹ�ˇ�������£��R����w�鼃��99.999%��Ar �⣬������30 mL/min��������ն�����4 × 10-3 Pa ������O�Þ�0.3 A�����wƫ��- 500 V ���ڵ��x����ϴԇ�ӱ���30 min��僌ӵ��Ƃ��^�̞����һ��Ti�����^�Ɍӣ�Ȼ���_ʼͨ��N2�TiN ���^�ɣ�����TiAlN �ӡ��Ĥ�^���е�N2������OEMϵ�y�����б���ĞR���x�ӵĹ⏊�M�ЄӑB�������ơ�
�����XҺ���g��������Ɵ�ƣ��ԇ�C�ϵ�����۟��t���M�С�����ģ�M���H���r�£�����е��X���ӟᵽ740��ʹ֮̎��Һ�B��僌�ԇ�ӱ������XҺ���o�B���g4 h��֮����XҺ�ʰ����̠�B�r��ԇ���S����߅���Xһ���ó��������M���и��Ƴɽ���ԇ�ӡ����ڱ����^���ԇ�ӄt��͚������c��Һϴȥ������ԇ�ӱ�����X���քe�ù�W�@�R��HitachiS - 4800 ���l���������@�R(SEM) �ı���ͽ����^�y僌�ʧЧ��ò�������V(EDS) ������
����3���YՓ
�������ܵ�TiAlN 僌����XҺ�о������õķ����ԣ����c�XҺ�l�������������w����һ�����o�����á�僌�δ���w��߅���^���ȱ�ݲ�λ�Ǹߜ��XҺ����僌ӵ���Ҫͨ��������僌�ʧЧ����������僌�ֱ���c�XҺ���������������XҺ�c���w���ɵķ���������á��������Ӳ�|僌ӵ�ʧЧ�^�̿ɷ֞������A�Σ����XҺ�B���A�Σ��XҺ���g�A�Σ�僌Ӕ��ф����A�Ρ��@�����A��ѭ�h�����M�У�ʹ僌Ӵ���e�����ʧЧ��