�X�Ͻ����ſ؞R��CuĤ����Ƽ���͜��F�������о�
����ᘌ��X�Ͻ�o��ֱ�����F�F���Ć��}�����������һ�N������Ժ��ӵ��·����������x��ע���c�ſ؞R����Y�ϵļ��g��2024�X�Ͻ�����Ƃ�CuĤ�������F���X�Ͻ�ĵ͜��F���������ͨ�^��׃���wƫ�����о���ͬ������CuĤ�ij��e���ʡ�������ò����Y���Լ��͜��F�����ܵ�Ӱ푡��Y���������S��ƫ����ֵ������CuĤ�ij��e������u�½�������ֲڶ��Ƚ��ͺ�����CuĤ�ʬF���^����(111)��ȡ��CuĤ����Ƹ������X�Ͻ�ĵ͜��F�����ܣ���ƫ����-300V�r�������F�����^���Џ��ȿ��_24147MPa�����^����^��ò�ʬF���ֲ����L�ҷ���һ�µ��g�C��
�����X���X�Ͻ�����ܶ�С���ȏ��ȸߡ������ȃ��c���ں��졢���ա���Ӽ�܊�¹��I�еõ��V�����ã����X�Ͻ�ĺ��ӷ�����ˇ���X�Ͻ�ďV���������˷dz���Ҫ�����á��F�����к���׃��С�����^�������^�����c���m�����X�Ͻ��c�������N���ϵ��B�ӡ�Ŀǰ���X�Ͻ����F�����c�^�ߣ���A-lSi��Zn-Al�F�ϣ����c�����^400�档Ȼ�����ں��ӹ��w���������w�C�c��������������C�����������ߵȹ��������ⲿλ�r��Ҫ���õ͜��F�������˽�Q���φ��}��һЩ�W��ͨ�^�僻��W僡����������e�ȷ������X�Ͻ�����Ĥ�ӣ��@�ӿ��Բ���Sn���F�Ϻ����X�Ͻ𡣵���������������Ĥ���Y�������õĆ��}���F�����^���Ȳ��ߡ�
�����о�������Ti�����^�Ɍӿɸ���Ĥ���Y���������IJ����x��ע�뼼�g�c�ſ؞R���Ĥ�Y�ϵķ������X�Ͻ��M�б�����ԣ���Ҫ�����˴ſ؞R���Ĥ�л��wƫ������Ĥ���e���ʡ�������ò����Y���Լ��͜��F�����ܵ�Ӱ푡�
1������
����1.1����Ĥ�Ƃ�
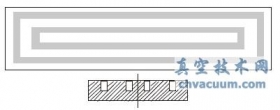
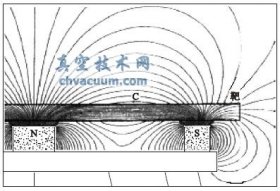
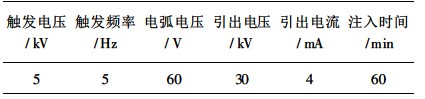
�������w���ϲ��óߴ��30mm×10mm×115mm��2024�X�Ͻ�Ƭ��ԇ��ͨ�^���W��ϴ����ȥ�x��ˮϴ�������ٴ��ɣ����õ�������С��X�Ͻ������Ԍ�����ڱ���������Ƶďͺϵ��x���w����̎���b�����M�еġ���������ն��_��5×10-3 Pa�r��ͨ�뼃Ar(���Ȟ�99.999%)���������l�Դ�γ��x���늣�ͨ�^ؓ�}�_ƫ���R����ϴ��Ʒ����30min������ƫ����ֵ��1000V��ռ�ձȞ�30%���ڴſ؞R����eCu��Ĥ֮ǰ���ý���������ջ�(MEVVA)Դ���X�Ͻ�ԇ���M��Ti�x��ע�룬ϣ������Ĥ���Y�������x��ע�빤ˇ�������1��ʾ���ſ؞R����eCu��Ĥ�r���R�������0.6A���R��늉��s��400V�����e�r�g��70min���Ƃ�Cu��Ĥ���^���У��кͻ�Ƭ�g����100mm�������≺������0.5Pa�����Ĥ��ͬ�r����Ƭ�Ϸքeʩ��100-400V��ؓƫ�����}�_ƫ���l�ʞ�40kHz��ռ�ձȞ�30%��
��1 Ti�x��ע�녢��
����1.2����Ĥ����
��������FEI��˾��Quanta200F���l��h����������@�R(SEM)��ԇ�ӵĽ�����ò�M���^�죬ͬ�r�y��Ĥ�Ӻ�ȣ���Ӌ��CuĤ�ij��e���ʡ�ͨ�^����Bruker AXS DimensionIcon��ԭ�����@�R(AFM)��ԇ�ӱ�����ò�M�з��������Y�ϵ�Bruker D8 Advancex��X�侀����(XRD)�x��ԇ�ӵijɷֺ���Y���M���о�������OLYMPUSPMG3�����@�R�^��Sn-Pb�F����ԇ�ӱ���ĝ�����ò������Sn-Pb�F�ό�ԇ���M�����F�F��ԇ���r��ԇ�Ӱ��ՈD1����ʽ�M�д�ӡ���������Instron5569���f�ܲ���ԇ�C�M������ԇ�����Ƅ��ٶȞ�0.5mm/s�����˴_�����^���Џ��ȵĜʴ_�ԣ�ͬһ��ˇ�x����������ԇ���M������ԇ����ȡ��ƽ��ֵ��
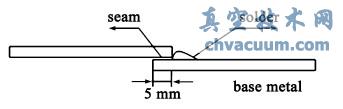
�D1 �F�����^ʾ��D
3���YՓ
���������x��ע���c�ſ؞R�似�g���X�Ͻ�����Ƃ�CuĤ�����о��˲�ͬ�Ļ��wƫ���±�Ĥ�ij��e���ʡ�������ò����Y���Լ��͜��F���Ե��������c���Y�����£�
����(1)��ͬƫ����CuĤ����Y���]�аl�����@��׃���������F������(111)����塣�S��ؓƫ��������CuĤ����������ֲڶ���׃С���������e������u�pС��
����(2)���F�˵͜����X�Ͻ����F�F�������^������Џ��ȿ��_24.47MPa���S��ƫ���������^���ȳʬF���������pС��څ�ݡ�
����(3)�ں��p̎���ѕr�����^���F����ߵď��ȣ����Ҕ����^��ò�ʬF���ֲ����L�ҷ���һ�µ��g�C��