������������HFCVDͿ���Ƃ�ĜضȈ������cԇ����
�������ß�z���W������e���Ƃ����ʯͿ�������ߵ��^���У����߱���ضȈ��ֲ��ľ������c�����Ԍ�����ʯͿ�ӵ��|�����ЛQ���Ե����á����IJ��������ݷe�����������߱�����e����ʯͿ���^���еĜضȈ��ֲ��M���˷����о�������Taguchi����ԇ�����˟�zֱ��d����z�߶�H����z�g��D �Լ���z�L��L ���ضȈ������Ե�Ӱ푣����@����������M�ϣ���d=0.65mm��H=12mm��D=27mm�Լ�L=160mm�����ȷ����c���H�y��ԇ�Y�����l�F����֮�gƫ����^4%����C�˷���ģ�;����^�߾��ȡ����÷���@��������M�еij��e���Y�������������ڳ��e�^��ͬλ�õ������߱������Ϳ����һ�Ӻ�Ⱦ��M���Y�����õĽ���ʯͿ�ӣ��Ķ���C����Y�������_�ԡ�
��������ʯ���Ѓ��������������W�͙Cе���ܣ�����Ӳ�ȴ���ģ���ߡ��ጧ�ʸߡ�Ħ��ϵ�����Լ����W�����Ժá��@Щ����������ʹ�ý���ʯ������ĥ�ϡ������ȷ���õ��V���đ��á����˹��ϳɽ���ʯ�ĸ��N�����У����W������e(CVD)������߰lչǰ���͌��F�a�I���ķ���֮һ����z���W������e(HFCVD)���Ļ���ԭ���Ǻ�̼���w(����顢��ͪ��)���r���Ϸ��O�õĽ��ٟ�z�ߜؼӟ�ֽ⣬�γɵ�̼����������һ���ĜضȺ͉����l���£��ڻ��w�����κ˲���u���L�����ʯͿ�ӡ�HFCVD����ʯͿ�ӵ�һ���V�����þ��������������ߵ��������ܣ��ɏ����ׂ�������w�F���ٽ���ʯͿ���c�S��ӹ�����֮�g��Ħ��ϵ���ܵͣ��Ķ����ͼӹ��^���е���������������ڽ���ʯͿ�Ӿ��ИO�ߵ�Ӳ�ȣ����Ԝp�ٵ��ߵ�ĥ�p���۽���ʯͿ�ӵĻ��W�����ԏ���ճ���Եͣ�������Ч��ֹ�eм���Įa������м�۵Ķ�������Щ�꣬�����ߵđ���Խ��Խ�V���������������ߵ�ֱ����С���������Ⱥ͏��ȶ����^�ͣ����������ö��^���ռ��g�W(http://smsksx.com/)�J���������߱�����eһ�ӽ���ʯͿ�Ӻ�����Ч��������ߵĄ��ȡ����ȼ���ĥ�ȣ��Ķ��܉��@�����������ߵ��������ܡ�
����Ȼ�����������߱�����e����ʯͿ�ӵĜضȅ^�g��խ���ض��^�͕�����ԭ�ӌ�ʯī���g���㣬Ӱ푽���ʯ�|�����ض��^�ߕ�ʹ���ֽ���ʯ������ͬ�r������r���ϵĜضȷֲ�������ʹ�M�����ʯͿ�ӵij��e�l����Ҳ�����½���ʯ�������L������ͬλ�õ�Ϳ�Ӻ�Ȳ�һ�¡����߱���ضȈ��ֲ��ľ����Ԍ����e����ʯͿ���|���ĺÉ������Q���Ե����á�
����������HFCVD���e�����������߽���ʯͿ��ϵ�y���о��������������ݷe���ķ��淽����ͨ�^Ӌ��Cģ�M�������w�ضȈ���ģ�ͣ���Ӱ푻��w�ضȈ��Ķ�����ˇ�����M�з����c����������������OӋ�ķ������S���������ą����M��������Ϳ�ӵij��e�ͱ���ԇ����C����Y���Ĝʴ_�ԡ�
����1����ģ�c���淽��
����1.1��ģ�ͽ���
����HFCVDͿ�ӵij��e�b����һ�����s��ϵ�y������ڌ�ԓ�b���M�Ўν�ģ�r���������λ�ͼ�������ʹ����������ģ�ͺ��s�����·����^�̺����y�����������������ݷe���M�з���֮ǰҪ��ϵ�yģ���M�к�������������Ҫ�M��ʹ�Ĥ�҃ȵėl���O�ýӽ����H������r�������ľ��wҪ���������c���ٺ����ˌ��H�O���Ќ��ضȈ��͚��w�ܶȈ�Ӱ푺�С���o������(�珗Ƭ��늘O����)���ڌ��H�ķ������w��̼Դ���w�����s�ɷֺ��^�����Ļ�Ϛ��w������̼Դ���w�͓��s�ɷֵĺ����H��1%��4%����˿��Ժ��������ã�����ģ���еĚ��w�O�鼃��⡣����HFCVDϵ�y�У��������^��ڣ��ضȱ��ֺ㶨(��֞�A�ӽY�����A�Ӄ���ˮ��ϵ�yɢ��)������w�����ٵͣ����Z��С�����Ӡ�B�ɶ��x�����ģʽ���ܚ��w�O���鲻�ɉ��s���w�����x��DOݗ��ģ���M��Ӌ�㡣
����������HFCVD�b�õ�3Dģ����D1��ʾ�������Ҟ���ֽY����ϵ�y����֡���z����Ʒ�_��ˮ���_���M������Լ���sϵ�y�M�ɡ�����ˮ���_���óߴ��190mm×110mm×62mm���S�~���ϣ���Ʒ�_����170mm×90mm×32mm ��ʯī���ϡ����õğ�z���g�z���L�Ȟ�160mm��������9�������������ߵ��Ϸ���ͬ�r�����L�Ȟ�38mm ��Ӳ�|�Ͻ�㊵�������w���ϣ�ԓ㊵��ӹ����ֵ�ֱ����0.4mm�����ߔ�����17×9��153�����M�������ֵ��Ϸ�������ͪ�͚��Ļ�Ϛ��w���뵽����ǻ�ȣ�ͬ�r����ֵ��·����Ă��Ɍ��Q�Y���ij���ڡ���֞�A�ӽY�����ڊA�ӽY����ˮ���_���·���ˮ��ϵ�yɢ�ᣬʹ���ڽ���ʯ���e�^���У��S�ֻ��w�ضȵķ�����
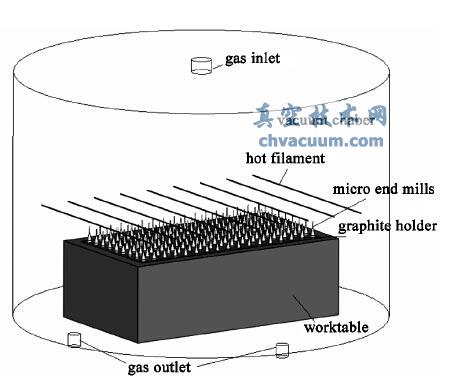
�D1��HFCVD����ʾ��D
����1.2�������ݷe������
����������Ҫ�������������Sģ���M�оW�֣����IJ��õ���GAMBIT�W��ܛ�����ڄ��־W��֮ǰ����Ҫ�ƶ���փȵĹ��w�^��͚��w�^���g�z�������ߡ�ʯī��Ʒ�_��ˮ���_�ǹ��w�^����փ�ʣ����������֞���w�^�W�֕r�������^��ľW����Ҫ�������֣�ͬ�r������߷���Ӌ��ľ��ȣ������^��߅�總���ľW����Ҫ�M�и��ơ�
���������������ݷe���M�з���r�����Ʒ��̵��x��dz���Ҫ�������ڳ��e�^���У����w����ĜضȈ���Ҫȡ�Q�ڟ�z�ğ�ݗ�䡢�r������ğ�ݗ�䡢�ӟ���w�Č����Q�ᡢ�r���c�����_�ğ�����ȷ��棬����ڷ����^���У���ϟ�������ጦ������ݗ���@���N�Q�᷽ʽ��
���������Ҫ���x߅��l�������ȶ��x�����^�������õIJ�����ͣ����߲����x���Ӳ�|�Ͻ𣬟�z�����x����g�z�������_�����x���ʯī��ˮ���_�����x����~��ʣ�����w�����x����⣬�����ڟ�z�����O����̶��ض�ֵ����2200�档�����ò��ϵ����ԅ������1��ʾ�������Ͷ��x���ٶ���ڣ��������H��r����ڵĚ��w�ٶ��x���300mL/min����ʼ�ضȞ�25�棬���w������3000Pa���@��ԓ���w���ӱ�ɮ�������̎�������x���й��w�͚��w�^��ͬ�r���c��ݗ�䣬ͬ�r�O����ֺ�ˮ���_�ı����Q���棬�Q��ϵ���O��50W/m2·K[10-11]��
��1�����ò������ԅ���

����1.3��Taguchi��������
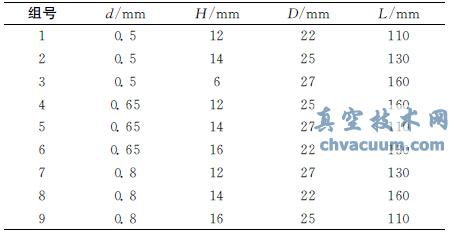
�����鿼���������������ضȈ��ֲ��ľC��Ӱ푣����IJ���Taguchi������ͨ�^����ԇ������zֱ��d����z����w�߶�H����z�g��D �Լ���z�L��L �@Щ�������ӌ��r�לضȈ��ֲ���Ӱ푡����ضȔ����M�нyӋ�W�����������O������;�������������O��R �;�����σ ԽС�r���ضȈ��ķֲ�������Խ�ã��Դ˵õ�������ԇ���M�ϡ������õ�Taguchi�����������2��ʾ��
��2��Taguchi����L9��
����4���YՓ
����ᘌ�����HFCVD ���Ƃ����ʯͿ�������ߵij��e�^�̣����������ݷe���������߱���a���ĜضȈ��ֲ��M����ģ�M�����о���ͨ�^������ͬ�l���µ�ģ�Mֵ�c���H�y��ֵ���l�F������֮�g��ƫ��С��4%���@������ԓ����ģ�;����^�ߵľ��ȡ�
�����S����ԓģ�͌���zֱ��d����z�߶�H����z�g��D �Լ���z�L��L ���ķN���،��������ضȈ��ֲ���Ӱ��M�����о������@������ij��e����������Y����������zֱ����Ӱ표ضȷֲ���ֵ��С����Ҫ���أ����S����z�߶ȵĽ��ͣ���z�g��͟�z�L�ȵ����ӣ��ضȈ��ֲ��ľ��������ӣ���������M�Ϟ飺d=0.65mm��H=12mm��D=27mm�Լ�L=160mm��
��������Ã����@�õą������M���������ߵĽ���ʯ���eԇ�������e�@�õĽ���ʯͿ�������߱�����ò���|���M�����о����Y����������ͬ���e�^��������߱�����ɸ��wһ�Ӻ�Ⱦ��M���Y�����õĽ���ʯͿ�ӣ��@��C�˷���Y�������_�ԡ�