ģ������������PID�����㷨�����ұ���еđ���
����PID �����ڹ��I�����Б��ÏV�������ڌ��H�Ĺ��I���a��PID ������Ҫ�˹��ھ�����������ĕr�L���ܺĸߡ�Ч�ʵͣ������^��Ӱ푮aƷ�|�������������aƷ�������A�S푑��������о����ұ���t�ض�ģ�͵Ļ��A�ϣ��OӋ��һ�N�߾��ȅ���ģ��������PID ����������һ�������ɫ@���^�����PID ��������2009 ��Ͷ��ʹ�����Y�������������r�g��ԭϵ�y��80 �s�̵�45 min�����ƫ��p����3/4�����B�`����ԭϵ�y��1.5% �� 2%���͵�0.5%���¡�PID ���������˷����˞�����Ӱ푣��������������ƕr�g���s�̣��������ܺģ���������aЧ�ʣ�����˿��ƾ��ȣ����C�ˮaƷ�|����
�������N���I���ƌ�����l늏S��偠t��ұ���S����ՠt�ͻ����S�ľ��s���ȶ��Мضȿ��ƣ��@Щ�����Еr׃�ԡ��Ǿ��Ժ�һ�A�T�Լ���������ԡ�ͨ�����ó�ҎPID ���ƣ���ͬ����PID������Ҫ�˹��ھ����Ͷ�����������������^�̺ĕr�L���ܺĸߣ������^����Ӱ����aЧ�ʡ��aƷ�|�����������aƷ����PID �����˹����������˞����ص�Ӱ푣�ͬһ����ͬ���������ą����в���mȻ�����ܝM�㹤ˇ����Ҫ����������ѵĿ��ƅ�����
�������������ұ���t���о����������A�S푑��������о���ՠt�ضȌ������ԵĻ��A�ϣ��OӋ��һ�N���څ���ģ��������PID �����㷨�ĸ߾��ȿ�������ͨ�^һ���������ܵõ��^����Ŀ��ƅ������˷��˞�����Ӱ푣������ܺģ�������aЧ�ʣ���߿��ƾ��ȣ����C�aƷ�|����
����1�����������о�
���������A�S푑��������о���ՠt�ضȿ��ƌ���ĄӑB���ԡ����A�Sݔ��u(t) ׃����ֵ�飺Δu =50���õ����A�S푑�������D1 ��ʾ��
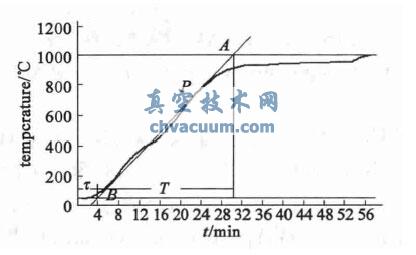
�D1 �ضȌ�����A�S푑�����
�����ɈD��Ҋ�����ǵ��͵�һ�A�T�ԭh������ˣ���ՠt�ض�׃���ɽ��Ʊ�ʾ��һ�A�T�ԭh��������h����ͨ��������K������r�gτ���r�g����T ��������������������K �ɰ�ʽ(1) ���

�������У�y(0) ��y(∞) �քe��ݔ��y(t) �Ĝض���ʼֵ�͜ضȷ��Bֵ������r�gτ �Լ��r�g����T ���������D���_�����ڈD1 ���A�S푑������Ĺ��cP ̎���о����о��c�r�g�S�ཻ���cB���c�A�S푑��������Bֵ�ĝu�����ཻ���cA���tB �c�����˼������r�gτ��AB �ڕr�g�S�ϵ�ͶӰ����r�g����T��
�����ڹ��I�����ϣ�PID���ƏV��������һ�A�T�Լ�����Č���ֻҪPID���������������ɫ@���^����Ŀ���Ч������PID �����������^�̺ĕr�L���ܺĸߣ������^����Ӱ푮aƷ�|�������������aƷ����ˣ����Å���ģ���x���������������Hһ���������ܵõ��^����Ŀ��ƅ�����
����4���Y���Z
���������Еr׃�ԡ��Ǿ��ԡ�һ�A�T�Լ�����h�����ƌ�����偠t��ұ���t����ՠt�ȡ�����ģ��PID����˼�룬�OӋ�ą���ģ��������PID�����㷨�ĸ߾��ȿ��������ɹ����õ�����������W���ұ���������о������˷����˹�����PID�����ĕr�L���ܺĸߡ�Ч�ʵͼ��˞����ص�Ӱ푣�ͨ�^һ���������ܫ@���^����Ŀ��ƅ������c��ҎPID�ؿ�ϵ�y��ȣ�ԓ����ϵ�y�s���������r�g���pС�����ƫ������˷��B�`��������ܺģ���������aЧ�ʣ�����˿��ƾ��ȣ����C�ˮaƷ�|���������^����ƏV���x��