�����}�_�����ݗ��YG6XӲ�|�Ͻ��ӽM���c�����о�
������YG6XӲ�|�Ͻ��M�Џ����}�_�����(HCPEB)����ݗ��̎�������ý����@�R��������R��X�侀���䷽��������Ʒ����@�M������ɷ�׃�����y��HCPEB���Ԙ�Ʒ�����@Ӳ�Ⱥ�Ħ��ĥ�p���ܡ��Y����������HCPEB̎����YG6XӲ�|�Ͻ��Ӱl�����ۣ�WC�w���ߴ缚�����cCoճ�Y��ܔUɢ���γ�WC1-x��Co3W3C��Co3W9C4�����M������20���}�_̎���Ʒ�ı����@Ӳ�����ӵ�24.3GPa��ĥ������ɸ���ǰ��2.96μm�p�ٵ�0.4μm��
����WC-CoӲ�|�Ͻ���и�Ӳ�ȡ��ߏ��ȡ����õ���ĥ�p�����g���������c���İl��֮����һֱ���鵶ģ�����������x���ϡ��F���ӹ��I��Ѹ�ٰlչ�����aЧ�ʡ������|���;S�o�ɱ��ȷ����������Ҫ��ͨ�^��������ֶ��Mһ�����WC-CoӲ�|�Ͻߵı������ܾ���ʮ����Ҫ�Ĺ������x��
����������������}�_�����(Highcurrentpulsedelectronbeam�����QHCPEB)���g�õ��V����ҕ���о������lչ�ɞ�һ�N����Ч�IJ��ϱ�������ֶΡ�ͨ�^���F���X���~���V�Ȳ����wϵ�_չ��HCPEB������Ԍ��l�F̎�����ϱ�ӽ��v���ٶ����ҵğ���ѭ�h���ӟ����s����108-9K/s�����������_������ÿ�룬��ӟᑪ���_����MPa��GPa���������l����׃�κͽM�����������Բ��ϵı���Ӳ�ȡ���ĥ�Ժ����g�Կɵõ����@��ߡ������x��YG6XӲ�|�Ͻ�錍���ϣ��о�HCPEB̎����ӵĽM��������׃��Ҏ�ɣ�̽���\��HCPEB���g�M��Ӳ�|�Ͻ����ݗ�ո��Եđ���ǰ����
1�������ϼ�����
����HCPEB����ݗ�Ռ��ʹ��HOPE-I�͏����}�_������b����ɣ�ԓ�b�������������ϸ��ԇ������c������}�_������о��M�����аl�ģ��LJ������_���ô����ߺ͵ͼ���늉��OӋ���}�_�����Դ���乤��ԭ�����\��ָ���^���aNadezhda-2�͏����}�_�����Դ���ش���M����Ҫ�w�F���}�_�r�g�{������1��10μs����������ܶ��_��10J/cm2�������m�ϸ����c���ϵı���̎���������`��F�����������������l�ͺϽȱ�����Է�����HOPE-I�͏����}�_������b����2008��8���_ʼͶ���\�У����_չ�����}�_��������ϱ�����ԙC���͌��ù�ˇ�о��ṩ������֧�֡����ĵČ����У�ԭʼYG6X��Ʒ��Ӳ�|�Ͻ�����S��ֱ���ṩ���ߴ��Φ15mm×5mm�����Cе��ĥ������ʹ�þƾ���ϴ�����ɡ�HCPEB̎�����õĹ���������������Չ���8×10-3 Pa������늉�27kV���}�_����2.5μs�������ܶ�6J/cm2�������l��0.1Hz������ͬ��Ʒ�քe�M��1��5��10��20��35���}�_̎����
��������OLYMPUS-BX51�����@�R��SSX-550��SU-70�͒�����R(SEM)��XRD-6000��X�侀����(XRD)�x�M�И�Ʒ��ӽM���Y����������UMT-2��ĥ�pԇ�C���M��Ħ��ĥ�p�������l����o�������d��30N��ĥ�p�r�g30min����DMH-2LSŬ���@Ӳ��Ӌ(HK)�Ϝy�������@Ӳ�ȣ��d�ɞ�25g��
2�����Y���cӑՓ
����2.1������ͽ����@�M��
�����D1��HPCEB̎��ǰ��YG6XӲ�|�Ͻ��Ʒ�ı���SEM��ò�����Կ�����ԭʼ�����WC�w����������Π���g�ֲ������Y�γɵĿ��c��ǻ����D1(a)��ʾ�����^1��HCPEB�}�_̎����WC�w��߅�����F�ۻ��͈A��(�D1(b))���˺��SHCPEB�}�_̎���Δ����ӣ�WC�w���ۻ��ӄ���WC/Co���汻���w��䣬�ֲ����Ѽy�a��(�D1(c))���}�_�Δ����ӵ�35�Σ�������ȫ�����оW��ć����Ѽy���F����D1(d)��ʾ��
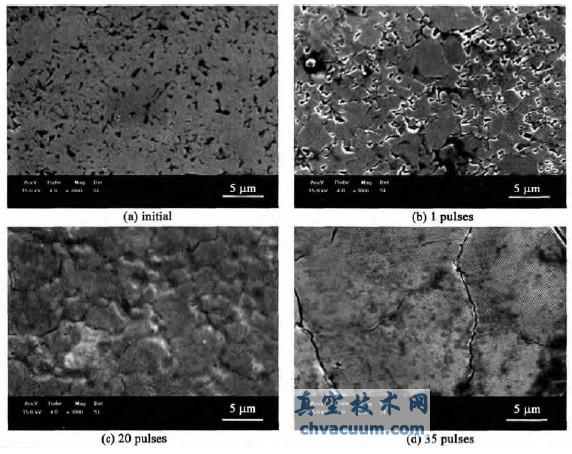
�D1 YG6XӲ�|�Ͻ����SEM��ò
�����D2�o��HCPEB̎��YG6X��Ʒ�Ľ��������ò������1��HCPEB̎��r������������أ��оֲ��ۺ�Coճ�Y�����l���E���P��HCPEB�����µı����ۿ��γəC��ԔҊ�īI�����⣬�^�쵽��KWC�w���l�����飬�f��HCPEBݗ���^����̎����Ӵ��ڷ�ֵ�O�ߵğᑪ������20��HCPEB�}�_̎����Ʒ�����γ��˺�ȼs1μm�����یӣ��M����С�����ܣ���D2(b)��ʾ��
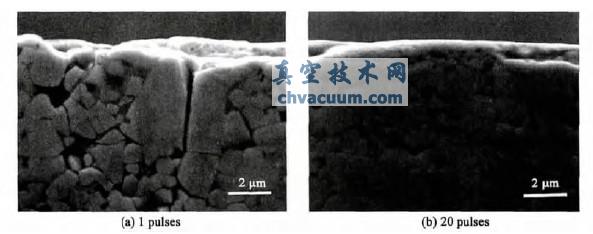
�D2 HCPEB̎��YG6X��Ʒ����SEM��ò
3���YՓ
����(1)HCPEBݗ��̎��YG6XӲ�|�Ͻ��Ӱl�����ۣ�WC�w���ߴ缚�����cCoճ�Y��ܣ��γɰ���WC1-x��Co3W3C��Co3W9C4��Ļ�ϽM����
����(2)�SHCPEB̎���Δ����ӣ������@Ӳ�Ⱥ���ĥ����u��ߣ���20���}�_̎���Ʒ�ı����@Ӳ���_��24.3GPa��ĥ������ɸ���ǰ��2.96μm�p�ٵ�0.4μm��
����(3)ʹ���^���HCPEB�}�_̎�������Ӳ�|�Ͻ������Fƣ�ڟ��ѣ��p�����Ա����ʹ�����ܡ�