�팦���{��ӡÓģ�^�̵�����Ԫģ�M
������������팦���{��ӡÓģ�ăɷN��ʽ��������Óģ�^���е��������xȡ��ֱ�ڹ�����Y���Ľ��������о�����,����Óģ�^�������D�Ƕȵ�Ӱ푣���ģ�����Y�������Qֱƽ��Ó�x�z�ӵķ�ʽ��̎��,����ANSYS ����Ԫܛ��ģ�M�˾팦��Óģ�^���в�ͬλ�õ�׃�κ͵�Ч�����ֲ����Y���@ʾÓģ�^���г��F��̎�������У��ґ�������̎���������Óģ���l���r���F���ӣ��S����u����
�����{��ӡ���g��Nanoimprint lithography�����ø߷ֱ����������̵ȷ������Y�����s�ļ{�Y���D������ӡ���ϣ�Ȼ�����A�ȈD������ӡ��ʹ�ۺ������׃�ζ��ھۺ������γɽY���D�������÷����x�ӿ��g�������Ó���g���ۺ���D���D�Ƶ���Ƭ�ϡ�Ŀǰԓ���g�����M�ij̶����_��10 nm ���µ�ˮƽ���{��ӡ���и߷ֱ��ʡ��߮a�����ͳɱ��ă��c, ���{����H�댧�w�{�D(ITRS)���ɞ���һ��22 nm ���c��̼��g�Ĵ���֮һ�����Ǽ{��ӡֻ�܌��F��Ƭ�D�Ώ��ƣ���ӟᡢ��s����r�g�^�L���o���M���Ҏģ���a������ͬ�r��ģ����e����r����Ҫ�dz���ĉ�ӡ����������ɉ��������������Ɖ�ģ�塣
�����S������e�����@ʾ���������ЙC̫���늰�ȮaƷ�Ć��������茤��һ�N�µļӹ�������M��a�I�����팦���{��ӡ���g��R2RNIL���������@һ�����°lչ�����ģ��������˾����Y��������ģ�壬����݁�������D������݁������ʽ��ģ���cͿ�й���z�����Ի�����u��������uÓģ���Դˌ�ģ���ϵ��Y�����Ƶ��z���ϡ����@�����c��Ϳ�z����ӡ���̻���Óģ�ȹ��ϵ�һ���b�þ�����ɣ��܌��F�Y�����B�m���ƣ����ģ���c�z�ӏľֲ������w���Ϻ���Ó�_�����艺ӡ����Óģ��С�����������܌��F����e�D�Ώ��ơ��팦���{��ӡ�@�ɴ��cʹ���܉�M��a�I�������a�ʵ�����
����Óģ�Ǿ팦���{��ӡ�^���е��P�I�h����ֱ�ӛQ�����Y�����Ƶijɔ����|���ĺÉġ�Óģ����Ҫ�l�����z���c���ı���Y����Ҫ�����z���cģ��ı���Y���ܣ����C�z�Ӳ���Ó�x����ճ����ģ�����档Ŀǰ�������⌦�팦���{��ӡ��Óģ�о�����߀�dz����ޣ������ڷ���Óģ��ʽ�ͽ���������ģ�͵Ļ��A�ϣ����팦��Óģ�^����ģ����z���Y����������׃����r�M������Ԫ������
1��R2RNIL Óģ��ʽ��Óģ����
1.1��R2RNIL ��ˇԭ��
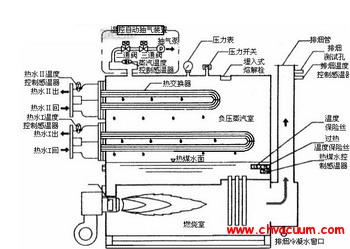
������D1 ��ʾ��Ϳ�z݁��������Һ�B���������z������Ϳ������ǰ�M�е������Ի����ϣ����ډ�ӡǰ��l���܄���Ȼ������ģ���@����ӡ݁���D�c���ױ���ͬ�٣�ģ���ϵ��Y����u���뵽�������z�Ӄȣ������։��Ϡ�Bʹ�ù���z�������Y����ǻ�����������Դ�����ϵ��z���M���ع⣬ʹ�������ģ���Y����ǻ�е��z�Ӊ�ӡ�Y���̻����ͣ����ģ���c����ͨ�^���D�ķ�ʽ��uÓ�x�_����
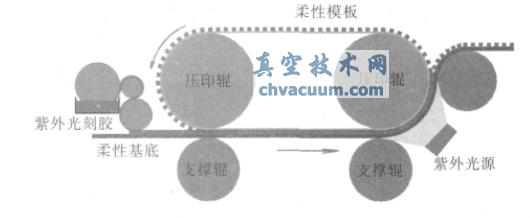
�D1 �팦���{��ӡ��ˇ���̺��D
1.2��R2RNILÓģ��ʽ
�����ڂ��y�{��ӡÓģ�^���У�ģ�������w���z����Ó�x�_���ģ�Óģ���|��e������Óģ�������������Ɖ�ģ���c�z�ӱ������ֵ�ƽ�Р�B����ɸ�����Óģ��һ�¡�����Óģ�l�����c������Y���Ď��Pϵ��R2RNIL Óģ�ֳ�ƽ��Óģ�ʹ�ֱÓģ�ɷN��ʽ��ƽ��ÓģָÓģ�l���棨�D2 �еĴֶ̼��^���c�Y�����ۂȱ�ƽ�У���ֱÓģָÓģ�l�����c�Y�����ۂȱڴ�ֱ���oՓ�ķNÓģ��ʽ��ģ���Y�����ɾֲ������w��u�؏��z�Ӊ�ӡ�Y��Ó�x���������Óģ���|��e�dz�С�����������wÓģ���������@�pС�����@�N�ֲ�Óģ��ʽ�ܺܺõر���ģ���c�z�ӵ�����λ�ã�Óģ�^��ƽ���öࡣ
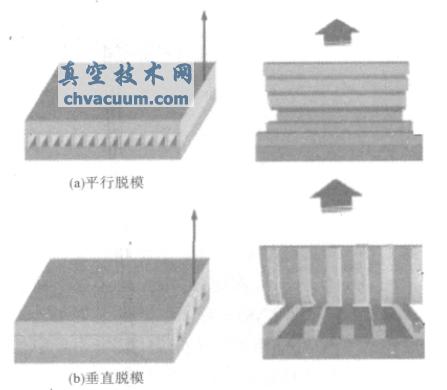
�D2 R2RNIL �ăɷNÓģ����
3�����Y
�����팦���{��ӡ����������ģ����������z�ڳ������M�Љ�ӡ������������Ԫ��ģ�r����Ԫ����O�Þ�ߏ��w���@�ܺõط�ӳ�ˌ��HÓģ�r�đ����ֲ�������ģ��Ó�x�z�ӕr�����D�돽��ģ�����Y���ߴ��ö࣬��Ȼ�J��ģ���Y�����QֱÓ�x���z�ӵġ��҂���Óģ�^�̵IJ�ͬλ���Լ����в�ͬ��ȵ��Y����Óģ��r�M��������Ԫģ�M������ֻӑՓ�˲�ͬ��Ȍ�Óģ��Ӱ푣�Ӱ�Óģ������߀�Љ�ӡ݁�D�١�ģ��������z�IJ��ϵȡ����⣬���������r��Óģ���D�ĽǶ�Ӱ푌�׃�����@���������J��ģ���Y���ȱ��c�z�Ӊ�ӡ�ȱ���ƽ�л��ӵ��ˣ��@Щ���д��Mһ��̽ӑ��