�в�����ꎘO�f֧��Ͳ�_�Ѻ�׃��ԭ�����
����ᘌ�ꎘO�M���ڽM�b�^���г��FÓ��F�����Ò�������@�R(SEM)���ʬF����ͬ�̶��_�Ѻ�׃�ε��f֧��Ͳ�M�����^���ȷ������ҳ����f֧��Ͳ�_�Ѻ�׃�Ά��}��ԭ�Y�����������Ⱥ���̎���������������ʽ�������⺸�ӵ��fͲ���_��;��Ⱥ���̎���íh�νY����ꎘO����ӽY�����fͲ�ں����^����׃��;����̎���ô�ӽY���ҽ����⺸�Ӻ���fͲ�_�ѬF���^����ء�
����ꎘO���в��ܵ�“���K”�����������ܵĺÉ�ֱ��Ӱ��в��ܵĹ������Ժ�ʹ�É��������ς����o��ʮ����ԁ��������S���������в�������S�̼��о��C��(��Thomson.CSF��NASA��Hughes��NTT��NEC��ESA��1STOK ��)��ꎘO�����_չ�˴���������о����ڸ�����ꎘO�Ƃ䷽��lչ���S���¼��g��������S��������ڌ��H��ˇ�^���У����^�ǶȌ�ꎘO�����^�����|��ȱ�ݵ�ԭ���M��̽ӑ���@����Ĉ��߀���١�
�����u�^ꎘO���u���d�w���f֧��Ͳ���Ӷ��ɣ�����������ꎘO�����^����һ����Ҫ�h�������Ǻ��Ӻ�׃�ε��fͲ��Ӱ������Y�������쾫�Ⱥ�ʹ�����ܣ������Ӻ��_�ѵ��f֧��Ͳ�ں��m��ꎘO�M���b���^���г��F����ꎘOͲÓ��F��ֱ�ӌ���ꎘOʧЧ�������ʹ���^���г��FꎘOͲÓ�䣬�tֱ��ʹ�����в��܈�U��ʹ�в��܉������͡�ij����ꎘO�M�����b���^���г��FÓ��F��ᘌ��ˆ��}������������SEM �����ò�ͬ�OӋ�Y������ͬ���ӷ�ʽ��ꎘO�M���^���ȷ�����ԇ�D�ҳ��fͲ�_�Ѻ�׃�ε�ԭ������˸��ƺ��A����ʩ��
1����Ʒ�c���x��
������Ʒ�֞�4 ���Σ�A ���κ���̎�OӋ�Y����h��(�D1)���������������;B ���Θ�Ʒ����̎��h�νY�������ü��⺸��;C ���Θ�Ʒ���ӽY��(�D1)���������������;D ���Θ�Ʒ���ӽY���Һ���̎�ü��⺸�ӡ��h�νY�����f֧��Ͳ�c�u���d�w����̎�ɭh�Σ���ӽY�����f֧��Ͳ������u���d�w���ٺ��Ӷ��ɡ�
�������x�����ձ����JSM- 6490LV �͒�������@�R(SEM)��SEM �Ĺ���늉���20 kV���������x��10 mm��

�D1 ����̎��h��(��)�ʹ��(��)�Y����ꎘO�Y���D
2�������Y���cӑՓ
2.1����ͬ��Ʒ���^��ò���ȷ���
������4 �N��ͬ���εĘ�Ʒ����SEM ���^�죬�������ò�D��D2 ��3 ��ʾ���DA ���u���f���ۺυ^�^��ҟo׃�μ��_�ѬF�����^��;�DB �е��ۺυ^�^�\���ҳ��F�fͲ�_�ѬF��;�DC�е��ۺυ^�^��fͲ׃��;�DD �е��ۺυ^�^�\���fͲ�_�ѬF���^����ء�
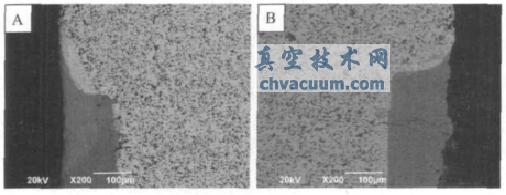
�D2 ����̎��h�νY�����������������(A)�ͼ��⺸��(B)��ꎘO����̎SEM��ò�D
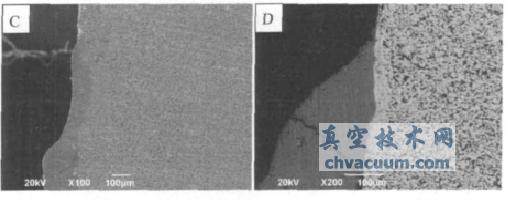
�D3 ����̎���ӽY�����������������(C)�ͼ��⺸��(D)��ꎘO����̎SEM��ò�D
�������ȈD2 �ЈDA �͈DB ��֪�����麸��̎��h�νY����ꎘOͲ��������������ӵ��f���u�ں��^�ã������ü��⺸�ӵ��fͲ���_�ѬF���ȈDA �͈DC ��֪��ͨ�^��ͬ�Y���OӋ��ꎘO����̎��������������Ӻ���F��ͬ�F�����в��íh�νY�����fͲ�c�u���d�w�����^�ã������ô�ӽY�����fͲ׃�Ρ��DD �c�DA��B ��C ���ȱ������Y�����ӵ�ꎘOͲ�ڼ��⺸���^���г��F�^���ص��fͲ�_�ѬF��
2.2���f֧��Ͳ�_�Ѻ�׃�ε�ԭ�����
�����Cе�ӹ��a���ȑ����_��һ���̶ȕr���ЃɷNጷŷ�ʽ��׃�κ͔��ѣ���ȡ�Q�����Ժʹ��ԃ����돊�������о�����������������0.008%�r�������f��������ؾ���ֲ�����K������Ļ��ƣ��a�����Ԕ��ѡ�����������0.008%�r�������f�ĵ�����ؾ���ֲ���Ӱ푼ӹ���̼�����_��0.010%�r������̼���f�ھ����ϣ�ʹ�f����- �����D׃�ӏ����ؾ������Ď�������
�������^��������Ӻ���fͲ�^�ö����⺸�Ӻ���fͲ�_�������������������������խh���ı��o���M�У������⺸���ڴ��h���l�����M�С��ڼ��⺸���^���У����ڿ՚��д�����������̼�c�����f�l�����������ɵ�̼���������������ؾ���ֲ����@����K�����滬�ƶ��������ԣ��ֽ��;��珊�ȣ����ľ���̎���ѡ���ˣ��DB ��D �е��fͲ�ڼ��⺸�Ӻ���F�_�ѬF���DA ��C �е��fδ���F�_�ѬF���ں����^���У����ڸ߶ȼ��е�˲�r��ݔ�룬ʹ�ú��p�O�丽������(�u���f)�ڲ�����ļӟ����s��r�®a���Ǿ������Û���տs����ˣ����ô�ӽY�����u���d�w���fͲ�Ľ���ߴ�ֲ�������ʹ�䲻�ܾ����ܟ��ɢ�ᣬ�Ķ�ʹ�����ֲ����������ӵ�������������׃�Ρ�
�������˻��^���У�ꎘO�M������ՠt�ȟ�̎��ȥ�⡣���íh�νY�����fͲ�������ӽY���r���M�ܺ��p̎�ڲ�ͬ�r�̼ӟᣬ���ӕr�g�̣����p��̎�Ĝز�С����˺��p̎�Ĝض��c�����^��̎�ڸߜأ��������p���Կ��������w��s���֮�g���տs�Ƽs����С����ֱ�ں��p�ĸ����������s�տsЧ������һ�£���DA ��ʾ����ˣ����íh�νY����ꎘO��ֱ�ں��p�ăɂ�����M�ɵĺ���̎����D��څ���ڰ�A�������^�á�������̎���ô�ӽY�����u���d�w���fͲ�Ľ���ߴ�ֲ�������ꎘO���ڵ��fͲ����s�������������������f׃�Σ���DC ��ʾ������������^���f�ď��ȣ��t������fͲ�_�ѡ�
3���YՓ
�����f֧��Ͳ�_�ѵ�ԭ���������ڼ��⺸���^���У��ߜؗl�����f�Ϳ՚��д��ڵ���������̼�l���������������ؾ���ֲ���ʹ���珊�Ƚ��ͣ������������¡���ˣ��u���f�����ں����^���Б�ԓ������������ӻ����б��o����r���ü����M�к��ӡ�
�����fͲ׃�ε�ԭ����fͲ�ڲ��ô�ӽY���ں����^�������ڱ��ںͺ�ں�ȑ��⣬�߶ȼ��е�˲�r��ݔ�댧�²�����ļӟᣬʹ�ú��p�������u�f�a���Ǿ�����Û���������˻��^���б��ڃ�����s���a������������ġ���ˣ��u���f����̎�ĽY���OӋ���M���ܺ��Ρ������挦�Q�����M�����íh�νY�������Dz��ִ�ӣ������OӋ�����ںͺ�����B�Һ�ȑ���������