��՝�ע���g(sh��)��׃������Ȧ�����еđ�(y��ng)��
�����������ؽ�B�˘�֬�����ע���g(sh��)�ڸ�ʽ׃������Ȧ�����I(l��ng)��đ�(y��ng)�ã���(qi��ng)�{(di��o)�����샞(y��u)�|(zh��)�ġ����й��w�^��������׃������Ȧ�������һ�������ġ��c��Ȧ�Y(ji��)��(g��u)���m��Ę�֬�wϵ�͝�ע�O(sh��)�䡣
1��ǰ��
�����ԏĭh(hu��n)����֬�Q���ԁ�����(y��ng)�Ø�֬��ע���g(sh��)���ͽ^���Y(ji��)��(g��u)��늚�a(ch��n)ƷԽ��Խ�࣬�����������F(xi��n)����՝�ע���g(sh��)���_�l(f��)��(y��ng)�ø��ǵ��đ�(y��ng)�֣����ҏĝ�ע�O(sh��)�䵽��עԭ���϶������|(zh��)���w�S���^���Y(ji��)��(g��u)����֬�wϵ����ע�O(sh��)�����ߵĽY(ji��)�ϣ��ͽ�����֬��՝�ע���g(sh��)����՝�ע���g(sh��)�mȻ��һ��(g��)������f���n�}�����ڂ��y(t��ng)���g(sh��)���A(ch��)�ϰl(f��)չ��������Չ�����ע�������ϝ�ע�ȶ�������ǰ�ص����켼�g(sh��)����(y��ng)�ò���(d��ng)������ɮa(ch��n)ƷƷ�|(zh��)���½���ڄ����a(ch��n)�ʵĵ��¡��Թ��w�^���������Ę�֬��ע��ʽ׃������һ�N�O���������ijǾW(w��ng)�K��׃��������������L����S�o(h��)���ɿ��Ըߡ������О�(z��i)�y���¹ʰl(f��)����һϵ�е����܃�(y��u)�ݿ���ȡ�����ͽ�׃���������õ��\(y��n)�н�(j��ng)�(y��n)��ӛ��C��(sh��)��������������֬�^����ʽ׃���������P(gu��n)�I�IJ����Ǿ�Ȧ����Ȧ�����켼�g(sh��)�Q���˾�Ȧ�����͉ܺ������ַ��ǹ��w�^���Y(ji��)��(g��u)�б�횿��˵��(xi��ng)Ŀ����֬��՝�ע���g(sh��)�ͳɞ�pС�����ַŵ�����Ҫ��;����
2�����w�^������Ȧ�Y(ji��)��(g��u)
(1)���й��w�^�������Ę�֬�^�����g(sh��)
�����íh(hu��n)����֬���;�Ȧ��(d��o)�w�g�Ĺ��w�^���������Һ�w�ͻ�՚�^��������ʹ�^�����x���sС����(ji��)�s���ϣ�����Ҫ�����@�ӳ��͵ľ�Ȧ��һ��(g��)��(ji��n)�̵ĉK�w��������·�_���������dz���(y��u)Խ����˾��ИO�ߵĿɿ��ԣ����ҽK����S�o(h��)�������б�ը�����(z��i)���¹ʰl(f��)�����@���ǘ�֬�^����ʽ׃����������֮���ڡ�����ȱ�c(di��n)Ҳ��Ȼ���ڣ�����ֲ�ɢ��Ч���������w�^���Č���Ч��(y��ng)��;żȻ�ľַńt��������õēp��(����������^���б�횿��ƾ�Ȧ��(n��i)���ľַ�ˮƽ�_(d��)����(bi��o)��(zh��n)Ҫ��ֵ);��Ҫ��(f��)�s����՝�ע�O(sh��)��;����ֱ���ڑ���ʹ�õȡ����@Щȱ���������ģ�����ͨ�^�O(sh��)Ӌ(j��)���g(sh��)�͇�(y��n)��Ĺ�ˇ���Ƶõ���Q����՝�ע���g(sh��)������w�^���ṩ�˿����ԡ�
(2)��֬��ע��ʽ׃������Ȧ�Y(ji��)��(g��u)
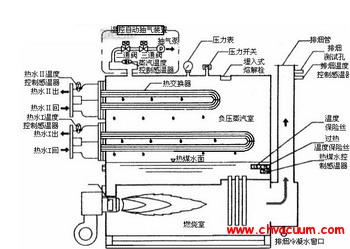
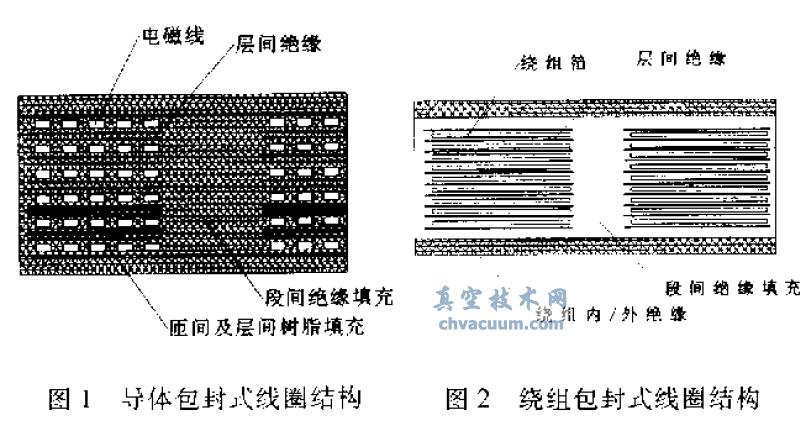
�������ھ�Ȧ�^���Y(ji��)��(g��u)����ͬ���O(sh��)Ӌ(j��)������Ҫ��ͬ���m�乤ˇ���ĺ��^�Y(ji��)��(g��u)�Ϸ֣���Ȧ�^���Y(ji��)��(g��u)���Է֞�2 �һٰ��⌧(d��o)�w�ͣ�һٰ����@�M�͡����⌧(d��o)�w�;�Ȧ�������ǣ���Ȧ�����g�����g�Ͷ��gͨͨҪ���֬������ȫ�B������܌�(sh��)�����ԣ���ע��ľ�Ȧ���g�Ͷ��g�]�п�϶���@��Ҫ���֬��ע��ճ�����ͣ� ���g�Ͷ��g�Ľ^������Ҫ�������õĝB�Ժͽ����ԡ��@�N�Y(ji��)��(g��u)��Ҋ�ڲ����w�S����(qi��ng)�ı��^����Ȧ����D1��ʾ��
���������@�M�;�Ȧ�������ǣ���Ȧ�����g�͌��g����Ҫ���֬������ȫ�B����֬����ֻ�����g���@�M�ă�(n��i)���ӡ����ԣ� ��ע��ľ�Ȧ���g�͌��g��������տ�϶(��(sh��)�H��ϡ���՚�϶)���@�N��r��֬��ע��ճ�ȿ����m����ߡ����g�͌��g�Ľ^������Ҫ�������õĽ^�����ܣ�һ����ñ�Ĥ���(f��)�ϲ����ϡ��@�N�Y(ji��)��(g��u)��Ҋ�ڎ����Ϙ�֬��ע�ľ�Ȧ����D2 ��ʾ��
3����֬��՝�ע��ԭ��
������՝�ע����������ռ��g(sh��)�ڹ������܇��I��һ��(g��)����“���”�ķՇ���Ȼ�����w��������س�M��Ҫ����“���”�^(q��)��
�����@�M�Ę�֬��՝�ע����������“���”�Ľ^���g϶��(n��i)����֬��ע�ϡ��@�N̎����ֱ�ӌ�(sh��)�F(xi��n)�ɂ�(g��)Ŀ�ģ�һ�ǟoȱ�ݘ�֬�^���� ���nj�(d��o)�w�g��ճ�ӹ̶��� ���f���W(xu��)��(y��ng)����
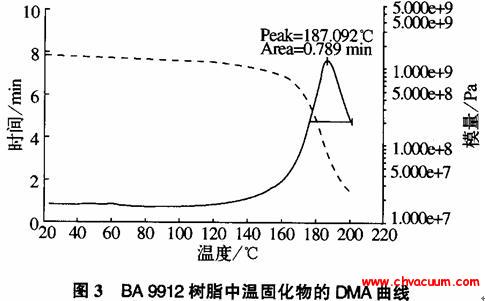
�����錍(sh��)�F(xi��n)�˟oȱ�ݘ�֬�^��Ŀ�ģ�����������c(di��n)��һ�ǰ�����Ȧ��횸���̎����̎����ՠ�B(t��i)�£����ǘ�֬��ע�ϱ���M(j��n)��Ó��̎������������ՠ�B(t��i)����֬��ע�������ע����Ȧ��(d��o)�w�Ľ^���g϶�С���������������@���c(di��n)��������ô���Σ�����һϵ�еĹ�ˇ����(sh��)��Ҫͨ�^��(sh��)�`��ԇ�(y��n)�(y��n)�C�����У������������(g��)����(sh��)�ǜضȡ���նȡ��r(sh��)�g�������Еr(sh��)�@Щ�P(gu��n)ϵ�DŽӑB(t��i)�ģ��dz���(f��)�s��
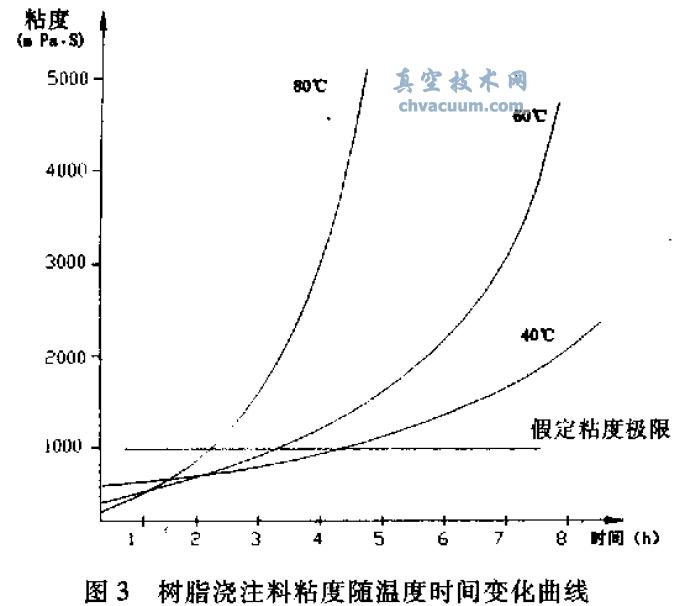
�����e���f����֬��ע�ό���Ȧ�^���Y(ji��)��(g��u)�ĝB���Լ���֬�����ٶȶ��͘�֬��ճ�����P(gu��n)�� ����ע�ϵ�ճ���ֺ�“�ض�+�r(sh��)�g”���P(gu��n)����D2 ��ʾ����ע����һ��(g��)���з���(y��ng)���ԵIJ��ϣ��S���ۺϷ���(y��ng)�M(j��n)�̵ij��m(x��)����u�γɸ߷����w�νY(ji��)��(g��u)����ע�ϵ�ճ�ȕ��S�r(sh��)�g��ָ��(sh��)Ҏ(gu��)��׃���������f����ͬ�Ľ^���Y(ji��)��(g��u)��^�����ό���ע�ϵ�ճ�ȷ�����Ҫ��ͬ�Ę�֬�wϵ�в�ͬ��ճ���S“�ض�+�r(sh��)�g” ׃�������ԡ�
�����ٱ��磬�M�ݲ��ϻ�ע�ϵĜضȺ�������������P(gu��n)���@�����Ƶ�Ó���ע�r(sh��)����նȣ����Қ��w���ݳ���Ҫ�r(sh��)�g�����ԣ����ϵ�̎��Ч��ͬ����“�ض�+��ն�+�r(sh��)�g”�ĺ���(sh��)��
�����@һ���f�������ͺ����Ĺ�ˇ����(sh��)����Ҫ�y(t��ng)�I�������������ȡ�ᡣ
��������f��Ȧ��(n��i)ֻ�Ќ�(d��o)�w�Ϳ�϶���@�N��Ȧ�t�dz����ڝ�ע����(sh��)�ϣ���(d��o)�w�͘�֬��ע��֮�g������Ûϵ��(sh��)���@�������׃������Ȧ������(��ָ�ߜ����z�̻�)���惦�͜ء��\(y��n)�иߜصȜ�׃��B(t��i)���a(ch��n)����ă�(n��i)��(y��ng)����������(d��o)���_�ѡ��@����Ҫ��“��֬��”����Ûϵ��(sh��)�{(di��o)����ʹ֮��“��(d��o)�w��”�ğ���Ûϵ��(sh��)���m�䣬��Ҫ�r(sh��)߀�茦��Ȧ�Y(ji��)��(g��u)���ֲ����W(xu��)����(qi��ng); ���⣬ �鱣�C��ӏ�(qi��ng)��(d��o)�w�g�Ľ^������Ҫ�Ӵ�ֲ��g������߽��|(zh��)����늓�����ʹ��һЩ�r�|���ϡ��@Щ����Ľ^����������֬��ע��ˇ����µ��m��Ҫ��֮����ՠ�B(t��i)�������ژ�֬������(qi��ng)���ϵĽ��n����ߝB�ٶȣ��ɱ���װ���ݵ��γɡ���ʹ��Ȧ��(n��i)�����ڷ��]�Ě�϶���@�N��϶̎����ՠ�B(t��i)�������ڿ՚��϶�������ஔ(d��ng)��(qi��ng)����늏�(qi��ng)�ȡ�