��ձ����õĭh��ͷ�ĩ���F������
������҂�����ձ��F��,�x���˃ɷN�F������,һ�N��h���F������,��һ�N���ĩ����F�����ϡ�
�h���F������
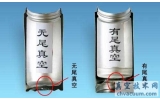
�h���F�����Ϟ�Ag��Cu��Ni����,���c���ۻ��ض��^��, ��950�漴�ɺ����,��ȱ�c�ǃr���^�F��
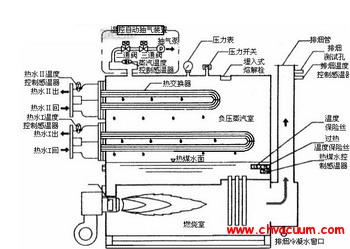
�D4���h���F�����ψD
��ĩ���F������
ԓ�����Ƿ�ĩ���,��ϡ��˵�ճ�ӄ��c��ĩ��ĺ��ϔ���ɺ���,Ȼ��Ϳ���F�����,���Ըɺ�,��51.2���ͨ��,�ɺ��M������F���ˡ���ĩ���F�����ϵă��c�ǃr���^����,ȱ�c���F���Ĝض��^���_1050��,�@�Ӿ͎����˱���s�r�ø�����Ӊ�,�еı�����׃��,�Ͽ�׃�εȱײ�,�еķ�ĩ���F���Ϝض�Ҳ���_950��,���r���^�F,�F����λ�|���Բ
�D5����ĩ���F�����ϱ��A�D
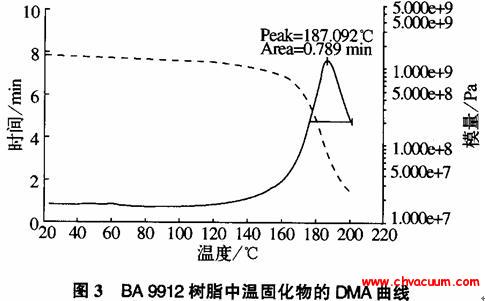
���h���F������,�҂��c��β��ձ���յăȏ�56�~��ͨ���M�Ќ���,Ӌ����D4�h���F�����ψD,ʹ�������^����m�����ڷ�ĩ���F�����ϱ��׳��A��,Ӌ�㱭���g϶���g�ij��r�g,׃���˱����g϶���g���≺����׃�����ضȵ�Ӱ�,�y�Դ_���A������,�Ķ������g϶���g�ij��r�g�y��Ӌ�㡣���^���^�L�ڹ�����ȡ�Ô���,�D5�ķ�ĩ��ϱ��A��,�^һ�t���^2.5С�r,�Ժ���tֻ���1.5С�r����,�_���p����QB/T2332—97�˜�,��С�ڏ���ձ�,���Q�ݷe<0.4L,��đ�ڏ�≥44��54mm,��6С�r, �y��≥42��; ����ڏ������偵�,���Q����≥1.2�� 1.5L,��đ�ڏ�≥100��<125mm,��6С�r�y��≥56�档
�������P���£�