ITERУ������Ȧ�A������Չ������n��ģ��ֵģ�M�c���
�����郞�����H��˾�׃����У������Ȧ�����Չ������n��ˇ������Ȧ�A���εij�ģ�^���M���˻���Darcy���ɵĔ�ֵģ�M��ˇ��������4�Nע�z����������ǰ�غ͉����ֲ����_���˸�Ч���ܜp�ٚ�����϶�ķ�����������ע�z��λ�Þ����L�ȷ���1/4��3/4̎�����z��λ�Þ����L�ȷ���ɶ˺����g̎����������ˇ�M����ԇ���y��ģ�r�g7.62×103s���cģ�M�r�g7.67×103s����CT�����@ʾԇ�ӃȲ�����֬��ȫ��䣬�H��������϶����С�s��100��200μm��ԇ�ӽ^�����܃�������10kV��©���С��1μA��ԇ�Y�������˹�ˇģ�M�Ŀɿ��ԣ�ģ�M�����ɑ��õ�������Ȧ�У��_�������ͼ��g������
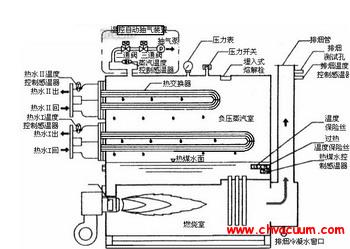
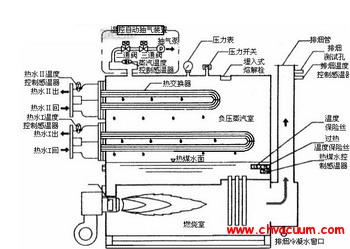
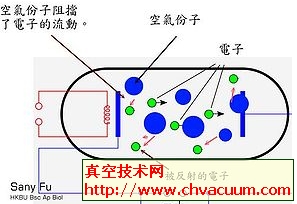
����У������Ȧ�LJ��H��˾�׃���ѵIJ���֮һ����7m×7m�����澀Ȧ�����Ѓ�ֱ���κ̓ɈA���Σ�������D1��ʾ��У������Ȧ�����a���ň��`��ɳ������w�@�ƶ��ɣ����w�g�Эh���c���w�M�ɵĽ^���ӡ���Չ������n(VPI)��У������Ȧ��������һ����ע�z�a���Ŀ�϶�װl�����wй©�����ͽ^���|����Ӱ푾�Ȧ�����\�С�������ֵģ�M������֬�����О飬�Ƀ�����ˇ���p��ȱ�ݡ�VPI�Ǐͺϲ��ϵij����^�̣�ԭ���c��֬���fģ��(RTM)��ơ�RTM �Ĕ�ֵģ�M�����������P�о������ё��õ���ˇ�^�̵ą��������С�ͨ�^�@�����ģ�MVPI�ij�ģ�^�̡�������ֱ���Σ��A���εĘ�֬�����О�����s���ܸ�ȫ��ط�����Ȧ��VPI�^�̡��郞����ˇ���ھ�Ȧ�A�����н�ȡ�s3m�L��ԇ�ӣ��M����VPI��ģģ�M����ˇԇ

�D1��У������Ȧ
���
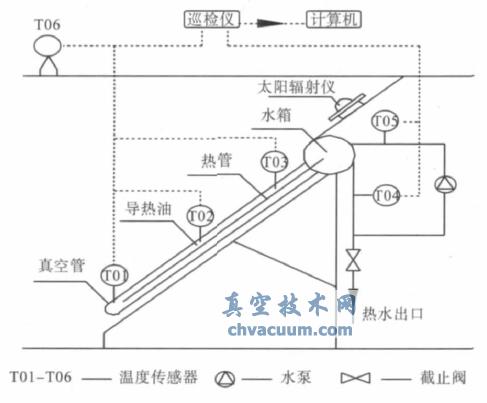
��������d�����Č���b����D11��ʾ���������z���c��ՙC�M���B���ɂ�ע�z���cע������B��ͨ�^���Ӌ�O�yע�z��̎����ն���ͨ�^�^����Д���֬�Ƿ��M����ע�z֮ǰ����ղ��ӟ�ʹ���w����ų���ע�z�r��նȞ�10Pa���ضȞ�40�档��֬�̻��������Ó�����ע��ރȻ�ϣ��M�ж��γ����Ó���ע��ģ�ߡ�ע�z������0.04MPa�����z�ڱ��ֳ���ա����^7.62×103s���^����г��F��֬���cd����Ӌ��r�g7.67×103s�ӽ���

�D11������b��
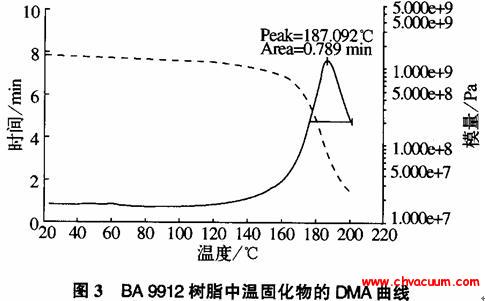
������ȡһ�ι̻���ԇ���M��CT���裬������^��Ƭ��D12��ʾ���ֲ��Ŵ���Ƭ��D13��ʾ��ԇ�ӃȲ�����֬��ȫ��䣬�H�ڌ��w�A�Ǹ�����������С��϶����С�s��100��200μm���D13�ЈA�β��֞鲣�w����������䌧�w�A���g�Ŀ�ǻ����ǻ�ȿ��ܴ��������՚⣬���¿�϶��
����ͬ�r��ԇ���M�����͉��yԇ���yԇ������ASTM D149-97a����10kV늉���©���С��1μA���^�����܃��������ϽY����C�˹�ˇģ�M�Ŀɿ��ԡ�

�D12��������^��Ƭ

�D13��ԇ�ӃȲ���϶
�YՓ
����(1)������4�Nע�z�����ij�ģ�^�̡�����ע�z�ںͳ��z�ڔ���������߳�ģЧ�ʡ������ژ�֬ͨ���Ĵ��ڣ����z�����ӵ�3���r������Ч�ʡ�ע�z�ںͳ��z�ڑ����e���ã����Cģǻ�ȉ����ݶȣ�ʹ��֬�����䣬��ֹ��϶���_���˸�Ч���ܜp�ٿ�϶�Ĺ�ˇ��������ע�z��λ�Þ����L�ȷ���1/4��3/4̎�����z��λ�Þ����L�ȷ���ɶ˺����g̎��
����(2)��������ˇ�M��ԇ���H��ģ�r�g7.62×103s�cģ�M�r�g7.67×103s�ӽ���ԇ�ӃȲ�����֬��ȫ��䣬�H������100��200μm �Ŀ�϶�����^10kV�͉��yԇ��ԇ��©���С��1μA��ͨ�^���A���εĔ�ֵģ�M��ԇ�yԇ�_�J��ģ�M�����Ŀɿ��ԣ���һ������ֱ�ӌ�ԓ��ֵģ�M�����������������;�Ȧ�ij�ģ�^�̷������_�����췽���ͅ�����