��Cˮ݆�l늙C�M�Mˮ���y�y�w�Ą����ӹ�
����������CAD�L�Dܛ�����S���͞���A������Cˮ�վ�����Mˮ���y�y�w�Ą��z�������M��̽ӑ�����γ�һ�������Ą��z��������������m�����y�y�w�Ľ�ӹ������ṩ�˿ɿ���������
1������
�����S��Ӌ��C���g���õ��w�ٰlչ��Խ��Խ��ď��s�㲿�����OӋ�ˆT����Ӌ��C�M��CAD���S�OӋ���ƈD�����T�����T�켼�g߀�]�и����OӋҪ����ë���ߴ��`��������nj������T���@��s�̶ȺܸߵĹ������ܶ���g����ijߴ羫�Ⱥ��Π���y���_���D���OӋҪ����ô�ڄ����z��r�������ʵ��x���c���ʵ�У��ݱ؎���Ӱ푡���Cˮ݆�l늙C�M���y�Ĵ���ǰ(��)�y�w������һ�������Ե��T��������҂���Ӌ��C�L�Dܛ��(CAD)���S���͑��õ����z�������У���Q���T��ë���������ʲ��ʣ����ì���@һ���}�������˄����^���е�“ƿ�i”���Ķ���߮aƷ�|�������aЧ�ʡ�
2�����y�śr���ӹ�Ҫ��
����2.1�������y�śr
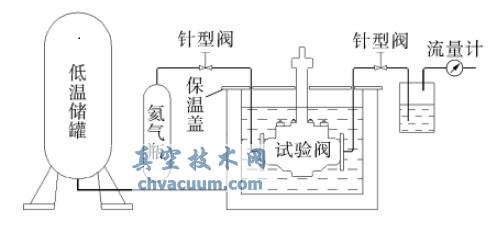
������C�վˮ݆�l늙C�M���ҹ�˾�OӋ����ć��ȆΙC�������Dֱ݆�����ĸ��D�ٛ_��ʽˮ݆�l늙C�M��ԓ���y�Ǟ��Cˮ݆�l늙C�M�����Mˮ���y��Ҳ���ҹ�˾Ŀǰ�OӋ����������ˮ�^�µĴ�ֱ�����y�����y�O�������Ή���䓹��cˮ݆�C֮�g�����������ڙC�M���F�¹ʵ���r�r���܉�o���P�]����ˮ�����_����ֹ�¹ʔU�����⣬�ڙC�M�z���L��ͣ�C�r���ؔ��Mˮ�����o�C�M��
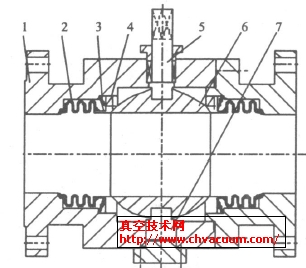
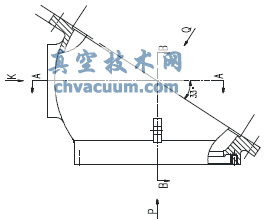
�������y���y�w�����y����Ҫ��������ǰ�����y�w�ɲ��ֽM�ɣ�ԓ�y�w����б�ְ귨�m�ѺϽY�����Ѻ����c���T�S�׳�33°�A�ǣ����Π���D1���D2��ʾ��

�D1 ǰ�y�w���S����
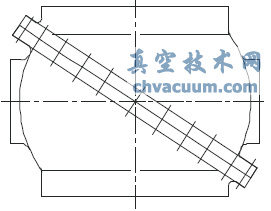
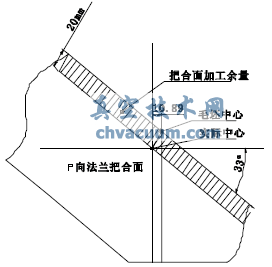
�D2 �y�w�b�了�D
�������y�����P������
�������y�����ˮ�^��620m
��������ˮ�^��775m
����ˮ��ԇ����11.65MPa
�������yֱ����1900mm
�����y�w�⏽��3070mm
�����y�w�ȏ���2880mm
�����ѺϷ��mֱ����3850mm
�����y�w���ϣ��T� ZG20SiMn
�����y�w������42.9t
����2.2���y�w�ļӹ�Ҫ��
�����y�wë�����T���������D��Ҫ��ӹ������y�w�ȏ����ְ귨�m�棬�M��ˮ�ˣ����T�S�Ⱦ�Ҫ ��ӹ������Ҹ���λ�Ї���ijߴ繫�����λ����Ҫ�������y�w����g���棬���T��ë���`��� �ӹ��r�ߴ缰��λ�����Ҫ��ߣ�Ҫ�z��������ṩ�^�ʴ_�Ļ��ʼ���������������m��ӹ��ṩ�ɿ����C��
3�����y���z�����������`�����
����3.1����������
���������^����һ�����s���^�̣���˄���ǰ���҂����ʂ����P�Ą������ߡ��ڴ�ֻ�f�������y�r���õ��Ĺ��ߡ����������еȸ߉K��ǧ��픡���ᘡ��ӛ_���F�N�������P����������Ҏ����Ҏ���B��Ҏ���ͱ��������K��Ӌ����;�����^�̵��õ��Ĝy�������о��ߡ��ֱ�ߡ�䓰��;ͬ�r߀��ҪһЩ�o��������ľ�l(��Ҫ�������ĻA����)�������õ�Ϳ�ϵȡ�
����3.2�����y�Ą�������
������ǰ�y�w������
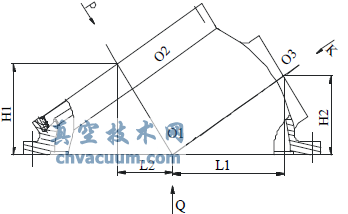
����(1)���Mˮ���m��(P��ƽ��)����(��D3)�����ڄ���ƽ�_�ϣ�����һ��33°���FƤ�Ӱ壬�ԘӰ����ʣ��z���{���Ѻ���Ƕ�(Q��ƽ��)���ٰ����T�S��(K��ƽ��)���m��A��A��O3����O3�����c�M��У��(Q��ƽ��)б�档
�D3
����(2)�ڰѺ���(Q��ƽ��)���m��ǻ���b����� �ģ��ԃȈA�������A��(O1)����ͶӰ��ƽ�_�ϣ������Mˮ���m(P��ƽ��)��A��A�IJ���ӛ��ƽ�_��(O2)���z��(O1��O2)�ɈA�ĵIJ�ֵ���M��У �裬�_��(O1��O2)�ɂ��A���c��һ�l�����ϡ�
����(3)�Ի��T���m(K��ƽ��)��A��������S�����ĵ�O3�c���ٰѻ��T�����ýdz�Ͷ��ƽ�_��a�c����02��A�Ą�һ�A�����B�� a��O2���ڈA����ȡһ�cd����d�c����ʣ���ԓ�A������4�ȷ� d��d1��d2��d3������ d��d1��d2��d3 ���c��Ͷ��P��ƽ ���m��A�ϡ��� O1��O3 ����ʾ�������(P��ƽ��)���mƽ���ϣ���P�����ӹ������� d��d1��d2��d3ʮ�־�����ʣ���(K��ƽ��)���m��ƽ��ӹ�����
����(4)��������������d1��d3�c����ʣ�������������(K ��ƽ��)�A���c�������������� d1��d3 �c����ʣ���(Q��ƽ��)�Ѻ���ӹ�����
����3.3���`�����
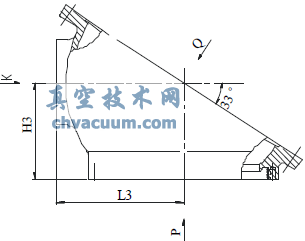
����������������������}���������O1�c���Dz��ʴ_�ģ���ë������ĈA�ģ��c��CADܛ�����S���ͣ�����X�τ������������`���^��ë������ĈA�ģ��c�ӹ�ȥ����ĈA�ģ���33 °�ĊA��(��D4)���҂�ͨ�^Ӌ��C���S���ͣ��˽�� ���ڄ����^���������F�Ć��}��ͬ�rҲ���Ӿ��_���ҵ��˄����ķ�������Ӌ��C���S���ͣ�����ֱ�� �õ� O1��O2��O3�A���c�Ďγߴ硣ʹ�����ĽY�����Ӝʴ_�����ӷ��㣬Ч�ʸ��ߡ�
�D4
4��ᘌ����y���z���������IJ����ȡ�Ĵ�ʩ
����4.1��Ŀǰ�Ą�������
����4.1.1���D�ӵļ��g����������ǰ�Ĝʂ�
�������D�ӵļ��g�������������m��ĈA���c��ǰ(��)�y�w���OӋ���ʡ����������w���g�У��ǶȾ� �o������,����ë������ĈA��,��һ�����cˮƽʼ�K����һ���A�ǣ������c�o���_������Ҫ��Q�Ć� �}������������@���A���������ijߴ��`������Ĕ[������,�DZ��C���ʵ��x��Ҫ�c�������A�ĵĎ�λ�ã����y�w���OӋ���ʣ�Ҫ������ڄ����r�M���c�D�ӱ���һ�¡����ߜʂ䣬�������Ą��������⣬߀횜ʂ�����������ġ�
����4.1.2���������z�顢����
������D5��ʾ���Ȝy����(Q��ƽ��)���m��ë����_�����m��ӹ��������_��ˮƽ�߶ȣ�������������ķքe�{�����T���ȿ�̎����(Q��ƽ��)��ǻ����ʣ��ڻ������������A��O1����������_ �ۡ�ͬ����(K��ƽ��)��(P��ƽ��)��ǻ��A�ģ��քeͶӰ����������ϣ��z�������A���c�Ƿ���ͬһ�l���ϣ������ڣ�ֻ��Ҫ�{ˮƽ�����M��Ч�衣
�D5
�����������A����һ�lֱ���ϕr���C������ˮƽ�����Һá������ؽq����O1�c����ʣ���CAD�������ijߴ磬��O2��O3�A���c���侀��������O1�c������c�����ؽq�����D����Փ�ϵ��侀���z��K��ƽ���P��ƽ������ǻ���c�A�ļӹ���������ڌ����������c�M��ǰ�������M��Ч�裬�{�赽�M���OӋҪ���ֹ����K�_���A���cO1��O2��O3��
����4.1.3������
������D5��ʾ��Qƽ�����·����ڄ���ƽ�_�ϣ���O2��O3 �A���c���քe�������Է��m�A�ļӹ��A������H1��H2 �ĸ߶ȳߴ磬��K ��ƽ���P ��ƽ��ķ��m��A�������mˮƽ���ʾ���ͬ�r��Q ��ƽ�淨�m��A������ӹ����Ϳ�������ƽ�_����O1 �c�A�Ğ���ʣ�O3 �c������c�����˾����ٷքeͶ��Q ��ƽ�淨�m��A�ϣ��քe�cQ ���m��A���Ă����cQ1��Q2��Q3��Q4��Ȼ������L1��L2��ˮƽ�������քeͶ��K ��ƽ���P ��ƽ��ķ��m��A�ϣ��cP��K ƽ��ˮƽ���ཻ��P1��P2��K1��K2 �c��P1 ��P2 ��P ��ƽ�淨�m��ӹ����Ļ����c��K1 ��K2 ��K��ƽ�淨�m��ӹ����Ļ����c��
����������������P��ƽ�����·����ڄ���ƽ�_��(��D6��ʾ)����P1��P2 ���c�������ˮƽ������P1��P2 �߶Ȟ���ʣ�����H3 �ߴ磬ͬ�r��K1��K2��Q1��Q2 ���c�ҳ�����������ˮƽ������P1��P2 ���c�߶Ȟ���ʣ���P��ƽ�淨�m����K�ӹ������������քe��P1��P2 ���c��Ͷ������ƽ�_�ϣ���L3 ��ˮƽ��������K ��ƽ�淨�m��ӹ�����������
����4.1.4���z��
�D6
�������D�ӳߴ磬�z�����Є����ߴ磬�_���o�`���ڼӹ����������ϴ�����_�ۺ����P���R��
����4.2��ᘌ����y���z���������IJ����ȡ�Ĵ�ʩ
�������ڸ�ˮ�^�ě_��ʽˮ݆�C�M������ˮ�^�^�ߣ������y��Ҫ����^�����y�w�^��IJ���б�ְ�Y������ǰ���y�w�İѺ����c�M��ˮ���S�����Ƕȣ�ʹ�����ͼӹ����ӏ��s��
�������y�Ą�����������֮̎��
����(1)�����r�����x���`����ʑ�ԓ�������S�ķ��m�����c����ʣ��Ѻ��淨�m�����c�x���e�ˣ�����ɰѺ��淨�m�����c�����ܴ�ֱ���M(��)ˮ�˷��m�����c��ͬ�ӣ����T���m�����c���c�Ѻ��淨�m�����c��Ҳ����һ���A�ǣ��͕�ʹ���T�S���m�ӹ���ǰ�����M��ˮ�ڃ�ǻ�ӹ���ƫ���^����ɹ�����ǻ�a����ĥ��
����(2)�����ҵ��T��r�ĵ�һ���ʡ��T��r�Ļ���Ҳ���������m�������c�������x���e�ˣ�����������y���b�r�����ǻ���w���棬���T��������_�P�������ͱ���M���a������������ĥ�����ؕr����ʹǰ���y�w�Ѻ���׃�ήa���g϶���@�r�ͱ�������ϙC�_�ӹ��Ѻ���̓���ֹ�ڡ�
����ᘌ��ӹ��з�ӳ���Ć��}���Ƅӄ����ĸĸ�¡�ͨ�^����Ӌ��CCAD �ƈDܛ��֪�R������X�ϰl�F�˳��F���}��ԭ��Ҳ�ҵ��˺����Ą����������@�N���������w���v�����ڹ����У��ҵ������c���ÈD�Ӻ�Ӌ��C�ƈD�ṩ�ijߴ磬��ƽ�ߡ����ߡ��ؽq������ᘱP�Ȅ������ߣ������侀�ķ������M�ж��c���ʵ�Ч�裬�����C���������нǶȣ����C��������ϵ������λ�ã����_���ӹ���Ҫ��
�����������Ą����c���ڂ��y�������ڹ������M�Є��z�������Ä������ֶ팦�����M��Ч�裬Ҳ�����f�������ڹ����ϡ�����CAD ���S���͞��������侀�ķ������ǰ����˾�������(Ҳ���������û��ʾ�)�����ù������ջ��ʾ��M���{��Ч�衣
�����˷������ڽ�Cˮ݆�l늙C�M���yǰ���y�w�ϣ������˃�ǻ�a���������@Щ�|�����}�����]�г��F�^���Ͽp���@һ��r��
5���Y�Z
�����Ľ�C���y�y�w�����мӹ�����ԓ���y�Ŀ��b��r�������mȻֱ���߶��^���cͬ��͵��������y������õļӹ��r�g��̣���Ӌ��C���g���������yǰ(��)�y�w�Ą��������У�����˹���Ч�ʼ������Ĝʴ_�ȣ����Ӻ����ķ����˸��ӹ���λ�������������˺��m�ӹ������Ѓ�ǻ�a�������١���ĥ�@Щ�����|�����}����Ч�ʵ�����Ƿdz����@�ģ������鹫˾�A�������a���ڣ�Ҳ���ҹ�˾������a�������y�r�����M��������y�y�w����������������ćLԇ�����������P�������g��