����偠t����ȫ�y��Ҋ���ϼ�̎������
1������
��������ȫ�y������偠t��Ҫ�İ�ȫ����֮һ����(d��ng)偠tϵ�y(t��ng)�еĉ������^Ҏ(gu��)��ֵ�r(sh��)������ȫ�y�Ԅ�(d��ng)�_�����ų��^ʣ������������ϵ�y(t��ng)���������C偠t��ȫ�\(y��n)�С���(d��ng)�������������������r(sh��)������ȫ�y�Ԅ�(d��ng)�P(gu��n)�]����ֹ�����^����ʧ�����C偠t�\(y��n)�еĽ�(j��ng)��(j��)�ԡ����⣬��ȫ�yй�ŕr(sh��)�l(f��)���^�������������Ԅ�(d��ng)��(b��o)�������á�����ּ��ӑՓ����偠t����ȫ�y��Ҋ�Ĺ��ϼ���ԭ��ͽ�Q���������O(sh��)��İ�ȫ��Ч�\(y��n)���ṩ��Ҋ��
2��й©����̎��
������ȫ�yʹ���^���г��F(xi��n)й©��(hu��)���偠tϵ�y(t��ng)�����pʧ�������\(y��n)��Ч�ʣ������\(y��n)�гɱ�������L�r(sh��)�gй©��߀���ܕ�(hu��)��ɰ�ȫ�y��(n��i)���ܷ�����Ɠp�����l(f��)��ȫ�¹ʡ�����й©λ�ÿɷ֞��y�wй©�����m��й©���ܷ���й©��
2.1���y�wй©
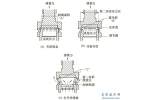
������ȫ�y���y�wһ������T�칤ˇ���a(ch��n)����(n��i)���T���|(zh��)�������ơ����y�w�T���Π�͙z�(y��n)���g(sh��)�����ƣ��o����ȫ�z�(y��n)�y�w��(n��i)���|(zh��)��������y�w���ܴ���ɰ�ۻ��Ѽy��ȱ�ݡ��y�w�L��̎�ڸߵ͜ؽ���ĭh(hu��n)���У��a(ch��n)����ƣ�ړp������׃������(d��o)���y�wй©���������l(f��)��ȫ�¹ʡ���������y�wй©��ȱ���^С�����Ԍ�(du��)�y�w��ɰ�ۺ��Ѽy̎����������a(b��)��̎����̎���^����Ҫ���Cȱ�������ĸɃ����a(b��)����λ̽���ϸ���������y�wй©��ȱ���^��̎����ʽ�Ǹ��Q�y�w�����x���T���|(zh��)���õ��y�w�����Ç�(y��n)��ęz�(y��n)��ʽ����������T��ȱ�ݵ��y�wͶ��ʹ�á�
2.2�����m��й©
�������˱��ھS���Q������(sh��)��ȫ�y�c偠t֮�g(�Լ��y�w�c�y�w�g) ������˨�o���B�ӡ������m�ܷ���̎й©��ԭ��ܶࡣ
����(1) ���m�ܷ������˨�Q�o�������oƫ���y�T�L��̎�ڸߵ͜ؽ���h(hu��n)���������r(sh��)�y�T����(d��ng)�����ɉ|ƬʧЧ��ԭ�������˨��ͬ�̶ȵ��ɳڡ�̎���������{(di��o)����˨�Q�o�������Q���ɉ|Ƭ������(du��)�ǔQ�o�ķ�ʽ�o����˨��߅�Q�o߅�y�����m���g϶��ʹ���m��̎�g϶һ�¡�
����(2) ���m�ܷ�����X���ܷ�|Ȧ�����Ϙ�(bi��o)��(zh��n)���ߓp�ġ��X���ܷ�|Ȧ�c���m�ܷ�����̖(h��o)�ߴ粻ƥ�䡢���|(zh��)Ӳ�Ȳ����m���X���^�⡢�^ƽ�����������ڏ���Ϻ۵ȣ�����(hu��)���й©�����⣬�X�Ή|Ȧ���ړp�ļ����|Ƭ�������P�g�p�ģ���ʹ�ܷ�����ʧЧ��̎�������ǰ���(bi��o)��(zh��n)�����x��ƥ��ĉ|Ƭ�����ⲻ�ϸ�|Ƭ�b��ʹ�á�ע���ճ��z�飬���÷������P���������r(sh��)���QʧЧ�ĉ|Ƭ��
����(3) ���m�ܷ���ճ����Ӳ�|(zh��)������y�T���b�^������h(hu��n)�����ԭ��Ӳ�|(zh��)����ճ�ڷ��m���ϣ���(d��o)�½Y(ji��)������F(xi��n)ȱ�ݣ�����й©��̎�������Dz����y�T�������s�|(zh��)������ĥ�Y(ji��)����ֱ������Ҫ�����^�坍�ĭh(hu��n)���а��b�y�T�������s�|(zh��)���롣
2.3���y�T�ܷ���й©
������ȫ�y�ܷ���һ���ɽ��ٲ����Ƴɣ���ʹ��(j��ng)�^���ܵļӹ����y�T���y�����^��(du��)���ܷ⡣�����y�T�ܷ���й©����r��(f��)�s��
����(1) �ܷ����M(j��n)�뮐��s�|(zh��)���K����䵽�ܷ����ϣ�����y���c�y���g�����g϶����(d��o)��й©��̎������������ܷ����ϵĮ��������ĥ�ܷ��档
����(2) �ܷ���p��������ܷ���p������Ҫԭ��һ���ܷ�����|(zh��)���������L�ڐ��ӭh(hu��n)���аl(f��)���P�g�������ڶ���������L�r(sh��)�g�������ܷ�����F(xi��n)ĥ�p�������ܷ����ڶѺ��������ȱ�ݣ���ʹ���^���б�¶��̎�������Ǹ���(j��)�p���̶Ⱥ�ԭ��ֱ����ĥ��܇������ĥ�������¼ӹ��ܷ��档
����(3) �ܷ��挒�ȴ��ɉ���һ������r�£��ܷ��挒�ȴt�ܷ≺��(qi��ng)С����ԓ����(qi��ng)����偠tϵ�y(t��ng)��������(qi��ng)�������й©��̎���k�������¼ӹ��ܷ����������ߴ磬����ĥ��ʹ�á�
����(4) ������衣�y�U���r���y���������ڿ��裬��ʹ�y�����������ȫ�ܷ⡣̎�������Dz���y�T���������衣
����(5) �b�䲻��(d��ng)�������y�T�ܷ�����ý��ٲ��|(zh��)���y����y����ƽ����Լ�ͬ�S�Ȍ�(du��)�ܷ������и���Ӱ푡��y�U�����ɡ��r�ס��y�������b�侫�ȣ�������ͬ�S��ֱ��Ӱ��y�T�ܷ����ܡ��y����y��δ��ȫ��(du��)���������c�y�U�g϶̫���y�U���ľ������Ⱦ���������y�Tй©��̎�����������²��b���b��r(sh��)���C�y���܇�����g϶�Ĵ�С�������ԣ����C�y�U�����ɺ��y���ͬ�S�ȵ���ϳߴ羫�ȡ�
����(6) ����ʧЧ���߉��o�����㡣�ڏ���ֱ���d��ʽ��ȫ�y�У������|(zh��)����(du��)�y�T������Ӱ푺ܴ��L�r(sh��)�gʹ�úɿ��ܳ��F(xi��n)������׃��ʧЧ�����ȜpС����|�治ƽ�еȆ��}������y�Tй©��̎�������Ǹ��Q���ɻ�?q��)������M(j��n)����ĥ�����{(di��o)�����o����
3�����]����̎��
����偠tϵ�y(t��ng)�������^��ȫ����������ȫ�y�����_�����������߶Ȳ��������l(f��)��(y��n)���¹ʣ����������t�r(sh��)�g�^�L���������̫�ͣ���(hu��)������������pʧ�������\(y��n)�н�(j��ng)��(j��)�ԡ�
3.1�����������²��_��
������ȫ�y�����������²��������_���c�y�T������衢�ܷ���ĥ�p����r���P(gu��n)��
����(1) ������衣��(d��o)���ס��r�ס��y�U��������g϶̫С����治�⻬����(d��o)���y�겻��������̎�������Dz���y�T����������������b�䡣
����(2) �ܷ����ܓp���y�T�ܷ������L��й©���g���܉���e�pС����ʹϵ�y(t��ng)����(qi��ng)�_(d��)�����������y���ϵĉ������㣬��ȫ�y�������A(y��)���ĉ������_����̎�������Ǹ��Q��S���y�T�ܷ��档
����(3) �����A(y��)�o��̫��̎����������������ԇ�(y��n)���{(di��o)�������A(y��)�o����
����(4) �ք�(d��ng)�C(j��)��(g��u)��(du��)�y�T��(d��ng)�������K��̎���������{(di��o)���ք�(d��ng)�C(j��)��(g��u)��������K��
����(5) ���ư�ȫ�y��ƥ�䡣������ư�ȫ�y��������й��̫С���t�������ṩ�_������ȫ�y�ĉ�������Q�k���Ǹ��Qƥ��Ŀ��ư�ȫ�y��
3.2�������߶Ȳ���
����GB /T 12243 - 2005 Ҏ(gu��)������ȫ�y���_���߶ȣ�ȫ��ʽ����ڻ��������ֱ����1 /4����ʽ������ֱ����1 /40 �� 1 /20���І�ʽ������ֱ����1 /20 ��1 /4������偠t���ʹ��ȫ��ʽ��ȫ�y���y�T�����߶Ȳ������Ǐ��Ʉ����^�����������ڿ��衣�@�N��r��회�(du��)�y�T�M(j��n)�в�z���z�y�������ܣ���(f��)������ӹ����ȼ�����❍�ȣ����C�b���|(zh��)����
3.3�����t�����r(sh��)�g�^�L
������ȫ�y�l(f��)�����t�����r(sh��)�g�^�L���ϵ���Ҫԭ���c���Ħ��������ȫ�y�����ҵ�©����̫С�Ϳ��ư�ȫ�y�����ŷ���̫������P(gu��n)��
����(1) ���Ħ������ȫ�y�\(y��n)��(d��ng)����c�̶����֮�g��Ħ�����^��������y������t����̎�������nj���ȫ�y�\(y��n)��(d��ng)�����c�̶�����������g϶�����ژ�(bi��o)��(zh��n)������(n��i)��
����(2) ����ȫ�y�����ҵ�©����̫С������r�£���ʹ���ư�ȫ�y�����ˣ������ڹ�·������ȫ�y�������е�������Ȼ���кܸ߉������Ƅ�(d��ng)����ȫ�y�������µ����Ժܴ��������ȫ�y�����t����̎��������Ҫ���_������ȫ�y��(ji��)���y���_�Ȼ�����(ji��)������
����(3) ���ư�ȫ�y�����ŷ���̫�˷N��rҲ��(hu��)�������ȫ�y�����ұ����^�߉�������ɻ����t����̎����ʽ���{(di��o)�����ư�ȫ�y���p������������
3.4�����������^��
������ȫ�y���������^����Ҫ�c�y�TҎ(gu��)��ƥ�䡢�y�T���Ħ������Ϳ��ư�ȫ�y������й��̫���ԭ�����P(gu��n)��
����(1) �y�TҎ(gu��)��ƥ�䡣����ȫ�y���Qֱ������(bi��o)����й������(du��)偠t���l(f��)��̫��(d��o)��偠t��(n��i)�����^�͡�̎����ʽ���x��Ҏ(gu��)��ƥ�������ȫ�y��
����(2) �y�T���Ħ����������g�����^��Ħ����������(hu��)�Ӿ��y������ٶȡ���Q���������J(r��n)��z����\(y��n)��(d��ng)�������(y��n)��(bi��o)��(zh��n)��(du��)������M(j��n)�Йz�ޣ���������������g϶�{(di��o)������(bi��o)��(zh��n)������(n��i)��
����(3) ���ư�ȫ�y������й��̫���ư�ȫ�y�_�������������ų����Ƅ�(d��ng)����ȫ�y��(d��ng)�������������ǽ�(j��ng)�ɿ��ư�ȫ�y���y���c��(d��o)����֮�g���g϶��������ȫ�y�����ҵģ���(d��ng)�����_�����ư�ȫ�y���ܷ���r(sh��)�������܇��γɄ�(d��ng)�܉����^(q��)�����y��̧�ߣ�ʹ���ư�ȫ�y�^�m(x��)�ŷš������ŷ���Խ���y�겿λ��(d��ng)�܉����^(q��)�ĉ���(qi��ng)Խ���������y���ϵ����ϵ�������Խ���ư�ȫ�y��Խ��������������ȫ�y��Ȼ�������t�������@�N���ϵķ������nj����ư�ȫ�y���{(di��o)��(ji��)�y�P(gu��n)С���������p�ٿ��ư�ȫ�y�������������̈́�(d��ng)�܉����^(q��)��(n��i)�ĉ�������ʹ���ư�ȫ�y����������ȫ�y�S��������
4���C(j��)е���Թ���̎��
����GB /T 12243 - 2005 Ҏ(gu��)������ȫ�y��(d��ng)����횷�(w��n)������(y��ng)�o�l���������ȬF(xi��n)��
4.1���l��
������ȫ�y������������һ���ߣ���ȫ�y���_�������҆��]��(d��ng)������(f��)�״γ��F(xi��n)���@�N�F(xi��n)��Q�鰲ȫ�y���l�����l����Ҫ�c��ȫ�y���������^�����P(gu��n)��������������^�ߣ���ȫ�y�����r(sh��)ֻ���ų������^ʣ��������偠t���l(f��)���^��r(sh��)��ϵ�y(t��ng)��(n��i)�����֕�(hu��)�ܿ�����������y�T�ٴ������������l�����õ�̎���������_��(ji��)���y���_�ȣ��pС������
4.2�����
������ȫ�y���ŷ��^���г��F(xi��n)�Ķ���(d��ng)�F(xi��n)�Q��鰲ȫ�y������������(d��o)�½���ƣ�ڣ������y�T�C(j��)е���ܣ�����O(sh��)��p�ģ����l(f��)��ȫ�¹ʡ���ȫ�y�l(f��)�������Ҫ�c�y�Tʹ�ò���(d��ng)���ŷŹܵ������^���ԭ�����P(gu��n)��
����(1) �y�Tʹ�ò���(d��ng)���x���y�T���ŷ�����̫��(����(du��)�ڱ���ŷ�������) �������ķ������x���~�������M���ܽӽ��O(sh��)���ŷ������y�T��
����(2) �ŷŹܵ������^���ŷŹܵ������^���(hu��)�����й�r(sh��)�y�T�����^�ߣ������y�T���̎�������ǽ����ŷŹܵ������������������p�ُ��^��(sh��)����
5���Y(ji��)�Z
��������ȫ�y��(du��)偠t�\(y��n)�еİ�ȫ�Ժͽ�(j��ng)��(j��)������ҪӰ푣���˰�ȫ�y���b���횽�(j��ng)�^�����������C(j��)е���Ե�ԇ�(y��n)�(xi��ng)Ŀ�z�(y��n)�ϸ����Ͷ��ʹ�á�
�����īI(xi��n)
������1��������. �\Մ���I(y��)�y�T���Ϻ��A(y��)����ʩ��J��. ��䓼��g(sh��)��2008��(4) .
������2���ܳ���. �\��偠t��ȫ�y��J��. 偠t���죬2008(3) .
������3�����M(j��n). �y�T��Ҋ����ԭ��̎��������J��. �Ƽ���(chu��ng)��(d��o)��(b��o)��2011��21.
������4������. 偠t��ȫ�y��Ҋ�ĎN���Ϸ�����J��. ���C�Ƽ���2008��(5) .
������5��GB /T 12243 - 2005������ֱ���d��ʽ��ȫ�y��S��