Һ�hʽ�Cе��ձ��ڳ��p���b���еđ���
������BҺ�h�ù���ԭ��������8Mt/a���p�����s�b�Üp픳����ϵ�y�еđ�����r������Ӱ�Һ�h�������\�е����ء�ͨ�^���^���\�нY�����������_��ͬ�ӵĜp���ն���r�£��M��ʽ�����ϵ�y�^��һ�����������ϵ�y���\���M�ô�ͣ�����Ч���@����
�������������ڵij��p�����s�b�ó����ϵ�y��������������������оS�o������С���ɿ��Ըߵȃ��c������Ч�ʵͣ�����������������ϵ�y�����������ӵ�Ӱ푣����a�������ĺ�����ˮ���S����ʽ�p�����s���g�İlչ�͙Cе���켼�g���M����Һ�hʽ�Cе��ձ�(���QҺ�h��)��u�����ڳ��p�����s�b���ϡ���Һ�h�ú��������������ɵĽM��ʽ�����ϵ�y���з����Ըߡ������������١���sˮ����ʡ��ϵ�y�������Դ��_���O����պĕr�̵����c��
�����Ї�ʯ���R���ֹ�˾�������͏S(���Q�������͏S)���ij��p���b���ڳ����˹�ቺϵ�y�͜p����������ϵ�y������Һ�h�á����У����Һ�h��(P-124AB)�ɏV�|ʡ��ɽ��ˮ�ÏS����˾���a����̖��2P101405/26/DD�Ĝp�Һ�h��(P-125)���������םhķ��˾���a����ˇ���Ї�ʯ�����F���ʯ�ͻ������̹�˾�OӋ��������Ҫ��BP-125�ڵ��ij��p���b�õđ�����r����������Ӱ��������\�е����ء�
1��Һ�h�õĹ���ԭ��
����Һ�h�õĽY��ʾ����D1��ʾ��Һ�h�õ��~݆�ڱÚ���ƫ�İ��b������ǰ�ڱõĚ�׃ȹ���Ҏ���߶ȵ�Һ�w(����Һ)�����~݆��rᘷ������D�r�������x���������ã���Һ�w˦�����w��ڣ��~݆���D����ʹ����Һ�رÚ��ȱ��γ�һ���Q���ڱ�ǻ�Π�Ľ����ڵȺ�ȵķ��]�A�h���˕r�����ڃ������~Ƭ���~݆݆ݞ��Һ�h�ȱ���֮�g�γ�һ��������Һ���]��“��ǻ”�������~݆�ڱÚ�����ƫ�����õģ�����Һ�h�ăȱ����c�~݆݆ݞ֮�g�γ�һ�������ο��g�������~Ƭ�ֳ������ݷe���ȵ�С�ң�ÿ��С�ҵ��ݷe�S�~݆�D�������ڔU��ͿsС����С���ݷe��u�U���w��������룻��С���ݷe��u�sС��ԭ������Ě��w�����s���ų����@�ӣ��~݆ÿ�Dһ�ܣ��~Ƭ�c�~Ƭ�g��С���ݷe��׃һ�Ρ�ÿ���~Ƭ�g��Һ�w����Һ�w����һ�������\�ӣ��B�m����س������w���_������յ�Ŀ�ġ�
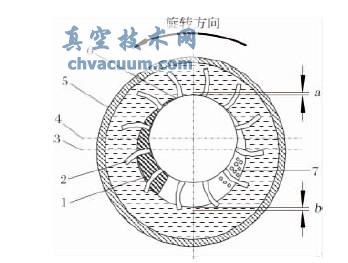
�D1 Һ�h�ù���ԭ��
1—����ڣ�2—Һ�h����3—���w���ģ�4—Һ�h���ģ�5—���w��6—�~݆��7—�Ś��
2��P-125�ڳ��p���b�õ��\����r
����2.1����ˇ���̺���
�����������͏S���ij��p���b����2008���_ʼʩ����2010��4�½���Ͷ�a����p픳����ϵ�y��ˇ������D2��ʾ��ԓϵ�y��A��B���нM�ɣ�һ�������(EJ-101AB)�����������(EJ-102AB)���������������������������������������(EJ-103)��Һ�h��(P-125)���нM�ɣ����������a��Ҫ�x�ò�ͬ�ij���շ�ʽ���p�Һ�h�ù�ˇ������D3��ʾ��
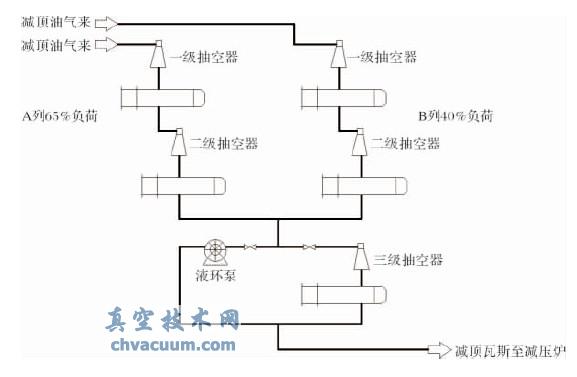
�D2 �������͏S�p픳���չ�ˇ����ʾ��
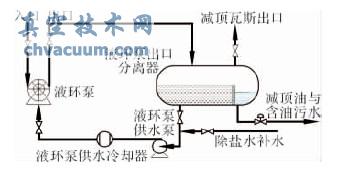
�D3 �p�Һ�h�ù�ˇ����ʾ��
����2.2��������
�������ij��p���b���_���ԁ����p픳����ϵ�y�����������һֱʹ��P-125����ֹ2012��6�£����B�m�\�мs18000h����ʹ��EJ-103������1.0MPa�����s162kt�������r��150Ԫ/tӋ�㣬�H��һ헾Ϳɹ�ʡ�Y��2400���fԪ��ͬ�r����P-125���������������׃�������ص�Ӱ��^С������Ч�����ļ���ظ���s��ؓ�ɲ�����ɵ���նȲ��ӣ�����˲��������ԡ�P-125�cEJ-103����ͬ���r�µ��ܺČ���Ҋ��1���ɱ�1���Կ��������_����ͬ�p���նȵ���r�£���������ղ���P-125�^EJ-103�\�и�����������Ч�����@��
����(1)���s1.0MPa������EJ-103��ʹ���������s10t/h�����b��̎����925t/hӋ�㣬ռ�b���ܺĽ�10%����P-125��늃Hռ�b���ܺĵ�0.8%��
��1 P-125�cEJ-103���ܺČ���
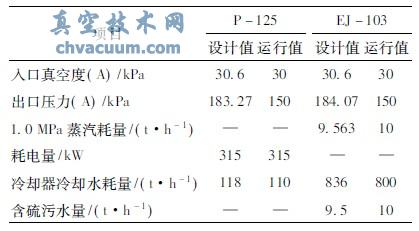
����(2)���sѭ�hˮ��EJ-103�����s����ˮ���s��800t/h����P-125��s����ˮ���H110t/h��ÿС�r�ɹ�ʡѭ�hˮ690t���b���ܺĿɽ���0.75%��
����(3)����늺ġ�ʹ��P-125������������������268kW·h/h���Hռ�b���ܺĵ�0.75%��
����(4)�p�ٺ�����ˮ������ʹ��EJ-103���a��������ˮ10t/h����ˮ̎���M����14Ԫ/tӋ�㣬ȫ����ˮ̎���M�_117.6�fԪ��ʹ��P-125���a��������ˮ��
�����C�����������_����ͬ�p���նȵ���r�£��p픵���������ղ���Һ�h���^���⇊��������Ч�����@���ɽ����b���ܺ�10%��ͬ�r��߀����Ч������ˮ�ŷţ��\�и��������h����
3��Ӱ�P-125�\�е�����
�������ij��p���b�Üp����������ϵ�yP-125���B�m�\��2a�࣬���g�����FP-125�����նȽ��͡��S����ӳ��˵Ȇ��}����Ҫ���������ׂ����档
����3.1���p�ע����P-125���ܵ�Ӱ�
��������Ч��Q�b�õĸ��g���}��Ŀǰ���ȳ��p���b�ö����һÓ��ע�Ĺ�ˇ������ʩ�����Мp�ͨ�^ע������͜ظ��g����������ע����ˇ�����p���ն����һ����Ӱ푡��c����P-125��ˇ��ȣ�ע�������y��ˇ�е�����������Ӱ��^С����ע���������ں��������ȕr���������p���նȘ����^��Ӱ푡���P-125�ڹ����^���У����ڻ�����͚��w�еİ�ˮ������Һ�h�У����S�����������ܽ�����u�����@����Һ�w���ص�P-125��ڕr�����ډ����Ľ��ͣ��ܽ���Һ�h�еİ���ጷų��������P-125��ښ���ؓ�����ߣ�������P-125����Ч�����@Ҳ�����P-125�����նȲ��ӵ���Ҫԭ���ڜp�ע�����x���ϣ����ij��p���b���M���������̽��������2011��7�¸�ע�^�ЙC��(�Ҷ���)��ԓ�ЙC�����c��106�棬�cˮ����������P-125�����ն��²����⻯���ص�Q����ˮ�⻯ጷŎ�����Һ�h����ښ���ؓ�����ߵĆ��}�������ЙC���^��ˮ�r��߳���10�����錍�F�b���\�е����w�����ԣ����ij��p���b����K�x����ͨ�^������ư�ˮ��Ⱥ�ע�����������^ʣ��ˮ�⻯�ķ�������Һ�h�������նȡ�
����3.2������Һ��P-125���ܵ�Ӱ�
����(1)����Һ������Ӱ�
����Һ�h�ڱ�ǻ�ȸ������D���щ��s�Ě��wݔ�ͳ�ȥ���@�ӕ���һ���ֵ�Һ�w�S���ų��Ě��w���ų���ǻ���@�r����Ҫ����،���ǻ���M���a��Һ�w��������Һ�����^��r���Ú��w��Һ�h������ӣ����~݆����Һ�h�е��������(�D1��b��ֵ����)�����Һ�h���S����������늙C��������ӣ���������Һ�h��늙C���l��ͬ�r������ڿ��g�ĜpС������ؓ�ɽ��͡�����Һ�����^С�r��Һ�h׃����Һ�h����ֹ�c(�D1��a��ֵ����)���ܺ��~݆݆ݞ����|����ֹ�c(b�c�pС)����ʹ�~݆��A���]��Һ�h�У���ֹ�c�~݆݆ݞ̎�ĉ��sǻ������ǻ�γ��Bͨ�������Ě��w���ĉ��sǻ����������ǻ�����ݔ�͚��w��Ѹ�ٽ��ͣ�Һ�h���ݷeЧ�ʽ��͡�ͬ����ֹ�c̎�����д������w���~݆�⏽����������ǻ�������ͬ�ĺ������ˣ���횇�����ƹ�ˇָ�ˣ����CҺ�h�ù���Һ�����ķ�����
����(2)���ڷ��x�����xЧ����Ӱ�
�������ڷ��x����P-125���ڽ��|��Һ���x�Ĉ������������DZ��C�ܽ���Һ�w�еĚ��w�����ĕr�gጷų�ȥ�����F��Һ�ij�ַ��x������P-125�ṩѭ�h����Һ����ˣ��ڌ��F��Һ���x��ͬ�r��횱��CҺ�w�ڷ��x����������L��ͣ���r�g������Һ���x���صף�Һ���еĚ��w���S����Һ�ص�P-125��������ڵ͉��^�ٴ�ጷų���������P-125��ښ���ؓ�����ӣ�Ӱ��������\�С�
����(3)Һ�h�ù���Һ���|׃����Ӱ�
����P-125Ͷ��1a���Fǰ���S����ӳ���(����ҶȞ�ǰ6.9mm/s����4.3mm/s)��늙C������߆��}����z�l�F��P-125�aˮ������^�V�W̎�Y�����أ����~݆���渽����1��2mm���ˮ����ԭ����Һ�h��һֱ�����rˮ������Һ�������rˮӲ���^�O�Y�����~݆������۹������D�ӵĄ�����ƽ�⣬���Һ�h���S����ӳ��ˡ���ˣ����aˮ���M���˸��죬������Һ�����rˮ�Ğ���}ˮ��Ͷ�ú��S����ӻ֏���������ƽ���\��1a�ࡣ
����3.3������͚�ضȺ���Һ�ضȌ�P-125���ܵ�Ӱ�
����Һ�w�����������c�ض��кܴ��Pϵ���ض�Խ�ߣ���������Խ�ߣ�������P-125�����նȵĽ��ͣ��ʽ�����Һ�ضȿ���Ч��߱õ������նȡ�P-125�Ĺ���Һ��ˮ��ˮ��50��r�����������20��r��5���࣬���ˮ�صIJ��ӌ�P-125�ij����Ӱ푺ܴ�����ն�Խ��Ӱ�Խ���@����Ӱ푳̶ȿ����ù�ʽ(1)�M��Ӌ�㣺
Qt=Q15(p1-pt)/(p1-p15)(1)
����ʽ�У�Qt———ˮ�؞�t�r�Ě�����m3/min��
����Q15———ˮ�؞�15��r�Ě�����m3/min��
����p1———Һ�h�����뉺����kPa��
����pt———ˮ�؞�t�r�����������kPa��
����p15———ˮ�؞�15��r�����������kPa��
����ʽ(1)�ɺ����飺Qt=Q15Kt(2)ʽ�У�Kt��ض�ϵ�����cˮ�غ����뉺�����P����D4��ʾ��
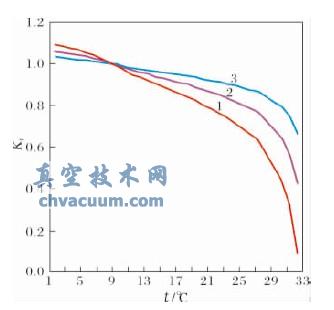
�D4 �ض�ϵ��Kt�cˮ��t���Pϵ
����1—Һ�h�����뉺��p1=14kPa��
����2—Һ�h�����뉺��p1=20kPa��
����3—Һ�h�����뉺��p1=33kPa
�������ij��p���b��P-125Ͷ���ԁ����������{�������ȣ���Һ�h�ضȱ�����(30±5)��r���\�����ƽ����
4���YՓ
����(1)Һ�h���ڄ������͏S8Mt/a���p�����s�b���ϵđ����dzɹ��ģ��^��һ�����������ϵ�y�\�и�������ֵ���ƏV��
����(2)����ҕ�p�ע��������Һ����������͚⼰����Һ�ضȵ����،�Һ�h�����ܵ�Ӱ푣�����Ȱl�]Һ�h�÷����Ըߡ��������Դ�ȃ��ݡ�






