�����·�⚤�ć������z©�\��
����Ŀǰ܊�ü����·�⚤©�ʙz�y����Ҫ������GJB 548A - 96��1014������ԓ�����������_Ҏ��δ���ܷ���⚤�����Ç������z©��
�����·�⚤�ć������z©
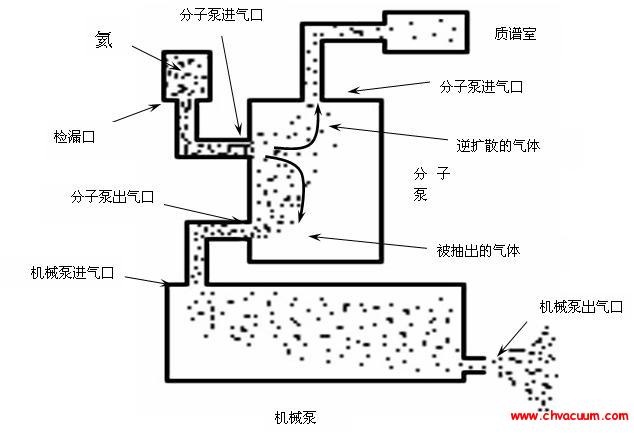
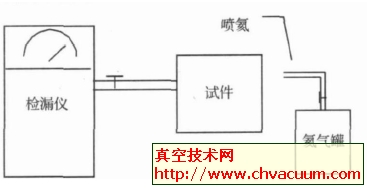
�����������z©��Ŀǰʹ����ࡢҲ���^�����һ�N��������ԭ����:�������·�⚤ͨ�^�^�ɽ��^�B�ӵ��z©�x��(��D2��ʾ) ;�z©�r,���Ùz©�x�o���Ì������·�⚤�M���A���,���������;Ȼ���P�]�o���y,���_�����y,�������·�⚤�c�ѳ����O����յęz©�x��ͨ,�����䌦�����·�⚤�^�m���(���_�������·�⚤�c�z©�x���B̎�ܷ�,���Բ��ü��ܷ�|���ܷ�Ȧ����Ƥ��ȷ����M���ܷ�) ;���|�V���_�����������r,ʹ�x��̎�ڙz©������B,Ȼ���Ãx�������ć������·�⚤����©�ⲿλ��������,�����©,���ⱻ���뼯���·�⚤�Ȳ����M��z©�x,��ݔ���x���@ʾ�������əz©�x�����x��©��©�ʴ�С,�ɇ���������λ�ÿ��Դ_��©��λ�á�

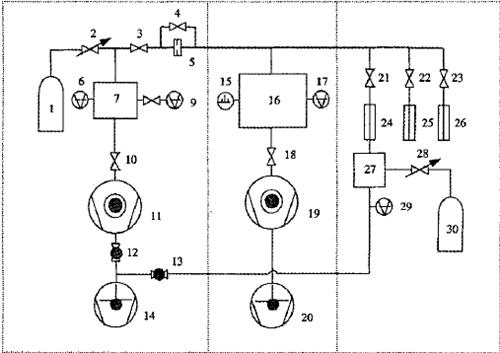
1———�z©�x; 2———�o���y; 3———�o����;4———���z����; 5———����ƿ
�D2���������z©ʾ��D
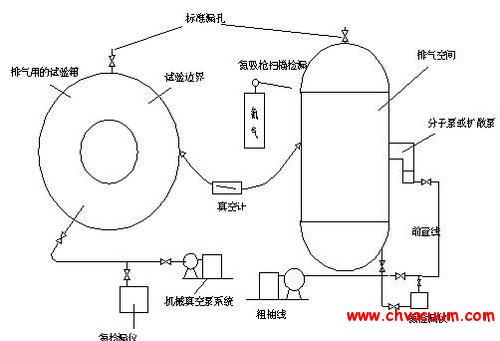
�����������·�⚤���ڴ�©�r,ȫ�����_�����y,�ٴ��_�o���y,���o���Î������,�ԾS�֙z©�x�����������������o���ù������z©�x���`���Ƚ���,����o���y�Ĵ��_�̶�Ҫ�M��С,���ܾS�֙z©�x�����������������ޡ�
�������z©�ć����r�g�c�Ƅ��ٶ�
�����ژ˜ʭh���l���µć������z©��,�����r�gΔt��(2)ʽ�Q��:

����ʽ��,Δt�释���r�g; T1��z©�x�·�����r�g; SHe��z©�x������ij���; V �鼯���·�⚤�w�e;Qmin��z©�x����С�əz©��; Q′m in��z©�x����С��Ч�əz©��;γHe�麤��ٷֱȝ�ȡ���(2)ʽ��,��z©�x���x��, ��SHe,T1 , Qmin , ����֪, �_�������·�⚤�w�eV ��γHe , ���������С��Ч�əz©�ʞ�Q′m in�r����Ҫ�ć����r�gΔt��
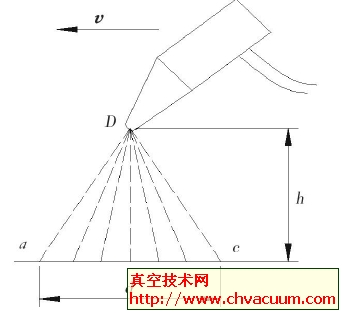
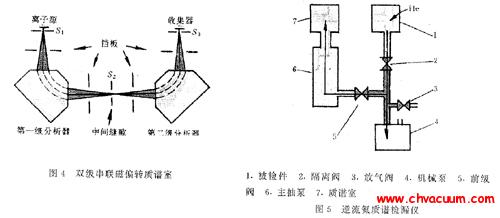
�D3���������wʾ��D
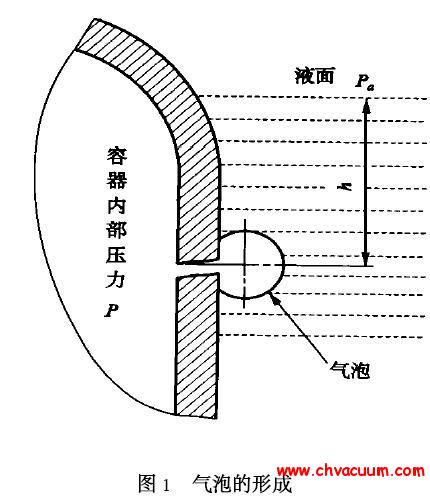
�����������z©�r, �����ć��첢��ͣ����ij̎����,������һ���ٶ�v���Ƅ�,��D3��ʾ�����쇊���ĺ��Ⲣ�Ǽ�����һ�c,���Ǹ��wһƬ,�@һƬ��e��ֱ����d, d�Ĵ�Сȡ�Q�ڇ���ֱ��D �������x�����·�⚤����ľ��xh��D Խ��, hԽ��,���w��e��Խ��һ�㇊�����x�����·�⚤����3mm��5mm,�˕r���w��ֱ��d�释��ֱ��D ��10������,��d = 10D����D��Δt��֪,�t�������Ƅ��ٶ�v = d /Δt��
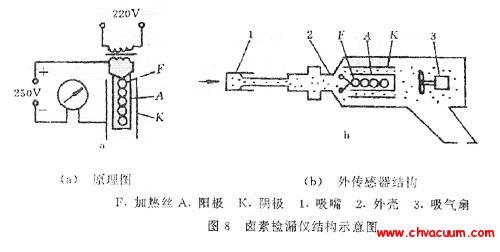
�������z©�\��
�����������·�⚤���ڴ�©�r,�����|�V�Һͼ����·�⚤֮�g�����^������,ͨ�^�����·�⚤©�ĺ��։��h�����M���|�V�ҵĺ��։�,ʹ�Ãx�������r�g�������,�����`�����@������;���Ͽ՚⌦����ϡ�,���ԇ�����һ���`���^��,�z�y�Y��ƫС���������z©�Ķ�������һ����Ҫ�Mһ���о��Ć��},�ڌ��H������,�x�ú��m�İ�ȫϵ���DZ�횵ġ��ڿ��ܵ���r��,��ȫϵ�����ّ�ȡ10������:���z�����·�⚤���H����Ҫ���С��1 ×10- 9 Pa·m3/s,�t�ڙz©ԇ�rҎ�������©�ʑ���1 ×10- 10 Pa·m3/s���С��
�����������ă��c���ڿ��Ԝʴ_���ҵ�©��λ��,Ȼ�����ڙz©���`�����c�����r�g���P,�����r�gԽ�L,�`����Խ��,���z�yЧ�ʄt��͡��ڇ������z©��,�����Ч��С�əz©�ʵ�;���Ѓɗl:һ����ߺ���ĝ��,��ʹγHe = 1;�������Ӈ����r�g���ڌ��`��,���Ч�ʵ���r��,һ�㇊���r�gΔt�����^3���ăx�������r�g�����γHe = 1,Δt = 3τ,��ô��Ч��С�əz©�ʾͻ����Ͻӽ���С�əz©��(Q′m in = 1. 05Qmin ) ��