��������X�F���t����ϵ�y
������B�˴�������X�F���t����ϵ�y���_�l��ԓ����ϵ�y�����F�Ĺ�����Ҫ�ǜضȿ��ƺ�߉���ƣ�Ҫ��Ŀ����c���࣬�������،������P������ϵ�y���Ğ�ɾ��������������CX-Programmer ܛ�����̵ķ����팍�F�������Cеϵ�y�Ŀ��ƺ��O�ø��N���o���ܡ��ɾ���������������`��㡢���ھS�o�ă��c����K�{ԇ�Y������ՠtͶ��ʹ�ú�Ġ�B������ԓ����ϵ�y���������_������Ŀ�ˣ�߀���Ա��C�O���L�ڟo�����\�С�
��������X�F����ָ����ռӟ��B�£������c�Ȼ��w���ٵ͵�Һ�B�F�������w�����g϶���γ��ι̽Y�ϵĺ��ӷ����������w����С�g϶���^���ǿ�ë����������ɵġ��҇���20���o80�����90���������X�F����ˇ������X�F���O��õ����^��lչ������˳����С���X�ư��ʽ�Q�����Ĺ�ˇҎ�̺͌��X�F���O��ļ��gҪ��21���o�������ڴ����X�ư��ʽ�Q�������칤ˇ����Ҫ�����������_�l�ɹ��˴�������X�F���t��
�����S�����I�Ԅӻ�ˮƽ�IJ�����ߺ�Ӌ��C���g�ĸ��ٰlչ���Ԅӻ�����ˮƽҲԽ��Խ�ߣ����ǿɾ����������(program logic control�����º��QPLC) ����һ�N�����b�ã��܉��Ӌ��C����书�ܡ��`���ԡ�ͨ���Եȃ��c���^���ϵ�y�ĺ��������������㡢�r����˵ȃ��c����һ���������܉��m�����I�h�������ԣ���ռ��g�W(http://smsksx.com/)�J��ɾ����������������X�F���t늚����ϵ�y��������ƺ��ā�ʹ�ã����������@���ݵġ��ɾ����������Ŀǰ�ڴ��С�С������X�F���t���ѽ��õ����ã��ڴ�������X�F���t����ϵ�y�У������Ƶ��c���ܶ࣬��Ҫ�O�Ï��s���B�i���o��Ҫ��ԭ�л��A�����Mһ�����_�l��
����������ij��̖�Ĵ�������X�F���t����������Cеϵ�y������c��������w˼·���M��ϵ�yӲ����ܛ���OӋ��
1������X�F���t�ęCе�Y������
�������˸��õ��U��늚����ϵ�y�����Ƚ�Bԓ��̖������X�F���t�ęCе�Y������D1��ʾ������X�F���t�����w���ɼӟ��ҡ��t�w��ǰ��t�T�Լ��������ܲ����M�ɡ��ӟ��Ұ��b�ڠt�w�ȣ��ɶ����ӟ����ͱ��،Ә��ɣ��ӟ����ͨ�^�t�w�ⲿ늘O����|���B�Ә���28���ӟ�С�^��ÿ��С�^�քe��һ�ɿع��{���Դ��·��늣��t�w���p��ˮ��A��ʽ�Y�������溸�����F���t����Ĺ��ܲ���������ǰ��t�T��������ң�ǰ��t�TҲ���p��ˮ��A��ʽ�Y�����քe���b�ڿ������c�t�w�S����ֱ����ƽ�ƵĠt�T܇�ϣ��t�T߀���ڠt�T܇�Ͽ�������������t�w�S�������ƽ�ƣ��t�T�ăɂ������ƽ��ʹ�t�T�܉���_���P�]��
��������F���t�����ϵ�y�������ϵ�y��ˮ��ϵ�y�����ϵ�y�����ϵ�y�͠t���b��܇��
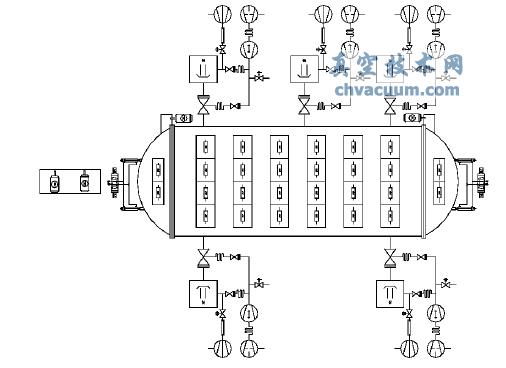
�D1 ��������X�F���t�Cеϵ�y�D
�����X�Ͻ��F�������ϵ�y��Ҫ��O�ߣ����ϵ�y����Ҫ��������ի@���������������F��ǰ���ضκ�����F�����ضΣ������������������C�������w�]�l�r�t����ն�������10 -3 Pa ���������@Ҫ�����ϵ�y���^��ͷ����ij��١�ԓ��̖����F���t���õ���ՙC�M��5�ף�ÿ����ՙC�M�����ã�������������͔Uɢ�����͔Uɢ�Ì���һ�N���������ã������г��ٴO����ոߵă��c���Cе�ÙC�M���������A����պ�����Uɢ�õ�ǰ���ã��������_�ı��ͻ��y�ýM�ɵģ��S�ֱ��x����Ƭ���������Ա��C�O���_ʼ����ǰ�Uɢ���A�ӟ�r��ǻ�ȱ���һ������նȣ�Ҳ�ɱ��C�ڹ�����ɺ�Uɢ����s�^���У��鹝ʡ��Դ��ͣ���_�ıúͻ��y�Õr���Uɢ�ò������F�Uɢ����������r;ÿ����ՙC�M���y�T�������y��ǰ���y���A���y�͙C�M�Ś��y��ˮ��ϵ�y������s�F���t�t�ڡ��Uɢ�á��_�ıá����y�ú���Ƭ�á����Mˮ�ܰ��b늽��cˮ��������ˮˮ������r����·ˮ��������s������������ˮ���У���ˮ���c����ˮ�����B�ӡ��O�䎧�ж��Ԛ��w���ӿڣ��������ք����y���ք���y���b�á�������Ҫ�������A������A�Ό��F���t�ȳ䵪���ÓQ��
�����O���O�Ú��ϵ�y��ϵ�y�ɚ�Դ����������·���ܷ���ȽM�ɣ����ϵ�y��·�ɳ��ܵĉ���0.8 ��1 MPa�������O���Ͽ�����ӵIJ������������y��ǰ���y���A���y�Լ�ǰ��t�T������܇�����bж�������������w��܇�ܣ�܇�ܵijߴ��c�b���������ߴ���ƥ�䣬�ڽY�����������Գ���ؓ�d�Ŀ��|�����̶��ڵ����ϵ�܉������֧��܇�ܺ�����܇���\�ӵČ���܇�ܵ�ǰ�M�ͺ������ɹ̶��ڵؿӃȵĜp��늙C(���ʞ�2.2 kW) �ӵģ�܇����t�w�����Ƅӌ��F܇���ϵČ�܉�c�ӟ��҃ȵķ����挧܉�Č��ӣ���һ�M�̶���܇���Ϝp��늙C(���ʞ�2.2 kW) ���܉��،�܉��ӵĹ�����܇ǰ�M�ͺ��ˣ�ʹ�͝L݆�M��һ���\�ӵĹ��������t�Ⱥ�܇���ϵČ�܉�M�������F�b��ж���^�̡�܇�ܵ��\���Լ��������M���t�����г��_�P��λ�����F��܉�Ĝʴ_���Ӻ����M���t��λ��
2������ϵ�y���OӋ�_�l
2.1���Cеϵ�y����c�Ϳ���ϵ�y���w����
������������F����ˇ���f���F���t����Ҫ�ăɂ���������նȺͼӟ����ܣ��Cеϵ�y��늚����ϵ�y���LJ��@���@�ɂ����܁��M���OӋ�����ˌ��F�F���t�Ĺ��ܣ��@�ɴ�ϵ�y���ܲ��ɷֵġ��O������c�����O��ęCеϵ�y�к�늚�������P���c��Ҳ���ǙCеϵ�y��늚����ϵ�y�ĽY���c����1 �R����ԓ�O����P�I����c��
���������@�_�O��ęCеϵ�y��������PLC����ĵ�늚����ϵ�y��늚����ϵ�y�����w���ֿ��ɈD2���f����
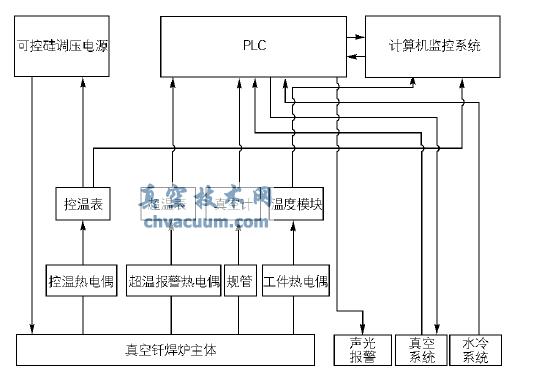
�D2 ����ϵ�y�����w����
����늚����ϵ�y���Է֞�ɲ��֣��ضȿ��Ʋ��ֺ�߉���Ʋ��֣��ضȿ�����Ҫ�ɿر�����(Ҋ��1�͈D2) ��߉���Ʋ�����PLC ����ɣ���λ�C�ϵĽM�Bܛ���������O�ؽ��档늚�ϵ�y���_�l�^�̷֞�Ӳ��ϵ�y���_�l��ܛ��ϵ�y���_�l��Ӳ���OӋ��Ҫ�����ӟ��·����ձû�·���\��܇��·�̓x�����x�͵ȡ�