��՝B̼�����Ԝyԇ
�����y����30CrMnTi�ԇ�����Pʽ�p����՝B̼�t�B̼���t������ĝB̼����ȡ���ЧӲ������Ⱥͱ���Ӳ�ȵľ����ԡ��Y����������Ŀ�˝B�����1.0mm��՝B̼�͠t���ԇ�ӣ��ý��෨�y���ĝB�����ƫ��≤0.10mm����Ŀ�˝B�����1��2mm��՝B̼�������ԇ�ӵ���ЧӲ�������ƫ��≤0.10mm��ͬ�t�ΝB̼�����ԇ�ӵı���Ӳ��ƫ��≤1.5HRC����ͬ�t�ΝB̼�����ԇ�ӵı���Ӳ��ƫ��≤2.5HRC��
������՝B̼���й����o�������������|���ã��Ě����٣���̎����׃С�����h��Ӱ�С���m���ڸߜ؝B̼����ӝB̼��ä�םB̼�����c�����ڵõ�����V�����Pע�͑��á���՝B̼������Ҳ����՝B̼�O������S���Ñ��Pע���P�I���}֮һ������Ŀǰ�҇�߀�]���C�����P��՝B̼�t�Ę˜ʣ�Ҳ�]����՝B̼�t�B̼�������u�������Ľyһ�˜ʣ��@һ���}���ܕ�Ӱ���՝B̼���g���ƏV���á�
�������Č���՝B̼�������M���ˌ��y����ӑՓ��Ӱ푝B����Ⱥ���ЧӲ������Ⱦ����Ե����أ������Թ����˜y���`��Ͳ��ϳɷֲ��ӌ���ЧӲ������ȵ�Ӱ푳̶ȡ�
1���yԇ����
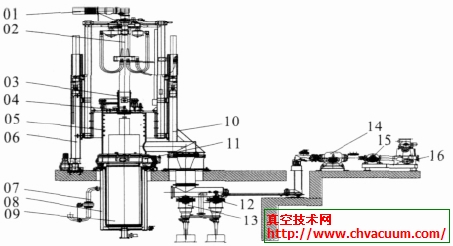
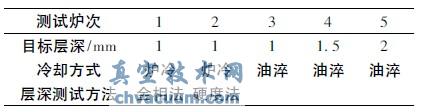
�����B̼�O���DCO1266H���Pʽ�p����՝B̼�����ʹ�t����Ч�ӟ�^�ߴ�1200mm×600mm×600mm������b�t��600kg����߹����ض�1320�棬�t�ؾ�����≤±5�棬�O����ն�≤5×10-1Pa���B̼�����Ԝyԇ�������1��ʾ�����ý��෨����ЧӲ���ӷ��y���B�Ӿ����ԡ�ԇ�Ӳ��Ϟ�30CrMnTi䓣�ԇ�ӳߴ��40mm×25mm×10mm��ԇ�Ӿ�̖������Ч�ӟ�^�IJ�����D1��ʾ��
��1����՝B̼�����Ԝyԇ����
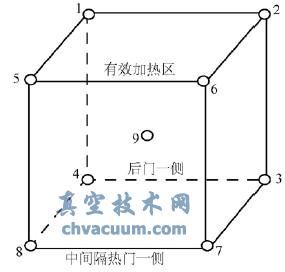
�D1���y���B̼�����Ե�ԇ������Ч�ӟ�^�IJ��ü�ԇ�Ӿ�̖
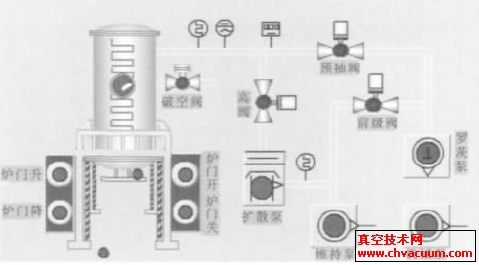
�����B̼��ˇ��D2��ʾ������1���A���������930��B̼���}�_�B̼�Uɢ�A�Ξ��ΝB̼�}�_�ӔUɢ�}�_���ɵ��}�_���У��B̼���|����Ȳ��
�����B̼���^��B�ӱ�����@�M�����ý��෨�y���S�t��sԇ�ӵĝB����ȣ����@Ӳ��Ӌ�y���ʹ�ԇ�ӵ���ЧӲ������ȣ�������Ӳ��Ӌ�y���ʹ�ԇ�ӵı���Ӳ�ȡ�
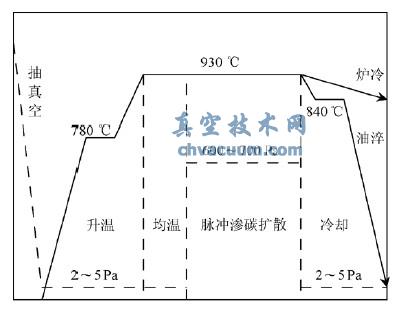
�D2����՝B̼��ˇ�^��ʾ��D
2���yԇ�Y��
2.1���B���@�M��
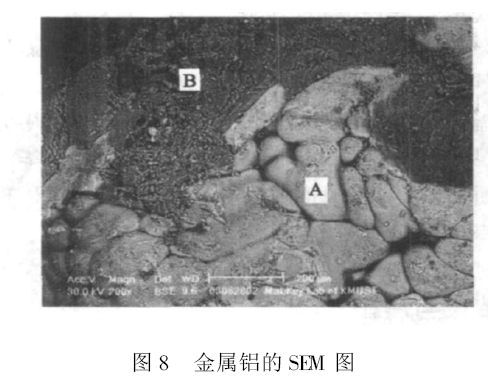
�����D3���S�t��sԇ�ӵĝB�ӽM����������w�������������W��̼����@�������溬̼���Ը��ڹ����c����� t���^�����؊W���w��������̼����D4����ԇ�ӵĝB�ӽM�������R���w+����W���w������������̼�����՝B̼����ԇ�ӽM�����ã�δ���F���������W��B̼�w��ȱ�ݡ�
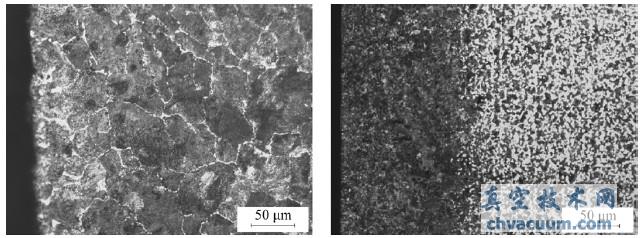
�D3����՝B̼��t��ԇ�ӵĝB�ӽM��
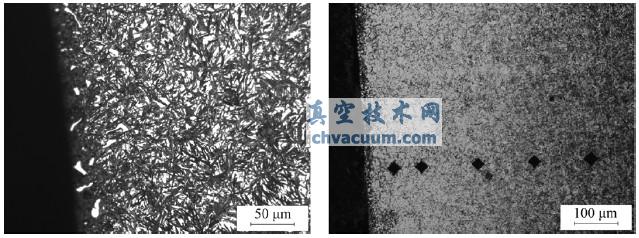
�D4����՝B̼�ʹ���ԇ�ӵĝB�ӽM��
2.2���B����Ⱥ���ЧӲ�������
�����D5���1����2�t�B̼��t��ԇ�ӵĝB����ȣ���Ҋͬ�t��ԇ�ӝB�����ƫ��≤0.1mm���B̼��Ŀ����Ⱦ���1.0mm��
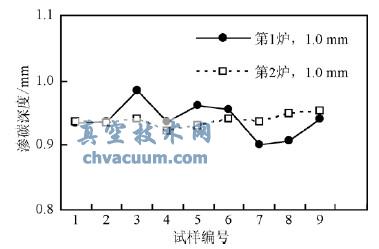
�D5����՝B̼��t��ԇ�ӵĝB�����
�����D6��2̖λ��ԇ�Ӱ�1.0mm��1.5mm��2.0mm��Ŀ����ȝB̼������Ӳ����Ӳ�ȷֲ��������ĈD6���Կ������B��Ӳ���ݶ��^��ƽ�����B���c���w�Y�����á��D7���3��5�t�B̼�����ԇ�ӵ���ЧӲ������șz�y�Y����ͬ�t�δ��ԇ����ЧӲ�������ƫ��≤0.10mm��
�����cĿ�˝B�Ӿ���1.0mm�ĵ�1��3�t�Y������^����1����2�t�S�t��sԇ���ý��෨�y�õ�9��ԇ�ӝB�����ƽ����0.94mm����3�t���ԇ����Ӳ�ȷ��y�õ�9��ԇ����ЧӲ�������ƽ����1.06mm������Ӳ�ȷ��y�õ���ЧӲ������ȱ��ý��෨�y�õĝB�������s0.12mm��
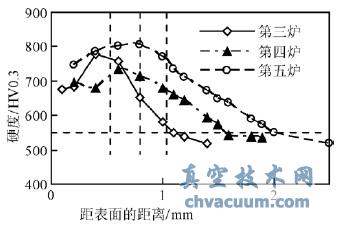
�D6��2̖λ��ԇ�Ӱ�1.0mm��1.5mm��2.0mm��Ŀ�˝B�������՝B̼�ʹ���B��Ӳ�ȷֲ�����
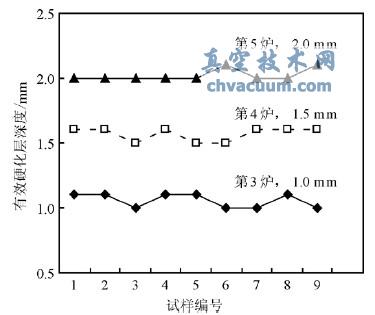
�D7����3����5�tԇ�ӵ���ЧӲ�������
2.3�����ԇ�ӵı���Ӳ��
�����D8���3����5�t�ΝB̼���ʹ�ԇ�ӵı���Ӳ�ȣ���61.0��63.5HRC��ͬ�t��ԇ��Ӳ��ƫ��≤1.5HRC����ͬ�t��ԇ��Ӳ��ƫ��≤2.5HRC��
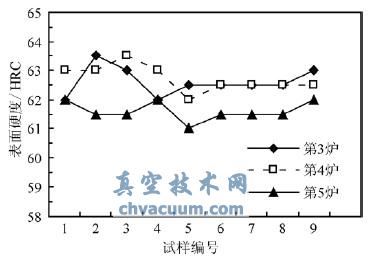
�D8����3����5ԇ�ӝB̼������ı���Ӳ��
3��ӑՓ
�����B�����ƫ���Ӱ������Мy���`�ԇ�Ӳ��ϵijɷֲ��ӡ��t�ؾ����ԡ��B̼��վ����Ժʹ����s�����Եȣ�����ǰ�ɂ����ؼ��y���`���ԇ�Ӳ��ϵijɷֲ����c�yԇ�������P���c�B̼�O��o�P������������ֻ�c�B̼�O�����P��
����������Թ���y���`��Ͳ��ϳɷֲ��ӌ���ЧӲ������ȵ�Ӱ푳̶ȡ�����GB/T9450-2005��ЧӲ������Ȝy�������S��Ӳ�ȉ��ی��Ǿ��L�ȵĜy�����Ȟ�±0.5μm��Ҳ������ЧӲ������Ƚ���ֵ550HV����Ӳ�Ȝy���`��s��±9HV����D6��ʾ����ЧӲ���ӽ���ֵ550HV������Ӳ���ݶȼs��127HV/mm��Ӳ�Ȝy���`��±9HV�Q�����ЧӲ������Ȝy���`��s��±0.07mm����ˣ��y���r��ע��M���pС�y���`��������چ�ԇ����ȡ��Μy��ƽ��ֵ�ķ�����pС�y���`�
����GB/T3077-1999�Ͻ�Y���Ҏ����30CrMnTi䓺�̼�����S������0.24%��0.32%������Ӌ��Cģ�Mܛ��Ӌ�㣬����̼�������S���������gֵ0.28%��Ŀ�˝B�����1.0mm�ĝB̼��ˇ���ڝB����̼��0.24%��ԇ�ӣ��õ��ĝB����Ȟ�0.86mm;�B������̼��0.32%��ԇ�ӣ��õ��ĝB����Ȟ�1.21mm����Ҋԭʼ��̼���ژ˜����S�����IJ��ӿ��ܕ�����՝B̼�ĝB����Ⱦ����Ԯa���@��Ӱ푡���ˣ����ƶ��B̼��ˇ�r���M���ܿ��]���ϳɷֲ��ӵ�Ӱ푡����磬�yԇǰ�˜�ÿ��ԇ�ӵ�ԭʼ��̼����ÿ�t9�������Ԝyԇԇ�ӵĺ�̼�����M���ܽӽ���
4���YՓ
����(1)��՝B̼����ԇ�ӝB�ӽM�����ã�δ���F���������W��̼�����ȱ�ݡ�
����(2)��Ŀ�����1.0mm��՝B̼���t���ԇ�ӣ��ý��෨�z�y�ĝB�����ƫ��≤0.1mm��
����(3)��1��2mmĿ�����ͬ�t����՝B̼������ԇ�ӵ���ЧӲ�������ƫ��≤0.10mm��
����(4)ԇ�ӱ���Ӳ��61.0��63.5HRC��ͬ�t��ԇ�ӱ���Ӳ��ƫ��≤1.5HRC����ͬ�t��ԇ��Ӳ��ƫ��≤2.5HRC��