��������ٳ��͙C�۽���ƫ��ϵ�y�Ĺ��̌��F
�����U������������ٳ��͙C�۽���ƫ��ϵ�y�ڹ������������Ďׂ����}����Q��������Ҫ�У����칤ˇ����s��t�Sƫ�߲���ֱ��ͨ�^б�����˺�ֱ�����˔������Q�����Q�ˆ��};�����ƫ�D������ɢ���������������ƫ�Dλ�Þ���׃��У���۽�����������Q�ˆ��};������۽�У���������c��ӳλ�õ�s��t�Sƫ�߄�����֮�g���ڷǾ��ԣ�����ƫ�߈������ηօ^��ԇ�@ȡ�����c�����������^���ÿ�c���������Խ���̎��;��·�ӑB�p��Ӱ푾۽��a�����Ⱥ�ƫ�߾��ȣ�����Դָ��늉����ñ���-��ݔ�뷽ʽ���Խ�Q��ԇ�Y������������ߵľ����Ժ�ƫ�߾��Ⱦ����@���ڟo�a��ϵ�y��
�����������3D��ӡ���g��������3D��ӡ�wϵ�����ǰ�غ���ߝ����ļ��g����Ŀǰ���M���켼�g����Ҫ�lչ���������3D��ӡ���g��Ҫ��������̻������μ��g�������x�^�ۻ����g��������x�^�ۻ����g��������������ٳ����^������ٳ��;������������ʸߡ��ɑ��ò��ϏV������խh���o��Ⱦ�������ٶȿ�ȃ��ݣ����ڽ���������ٳ����I���еõ����á���������ٳ��͵��x�^�ۻ����ι�ˇ�ǣ�����䁷�ƽ�����չһ�ӷ�ĩ������;Ȼ���������Ӌ��C�Ŀ����°��Ք���݆������Ϣ�M�����x����ۻ����ӌӶѷe��ֱ���������ȫ���ۻ����;���ȥ������ķ�ĩ�õ���������S������ڴ��^�̣��������ɔ���ƫ�ߣ���������ٳ���ˇ���۽���ƫ�ߵľ���������^�ߵ�Ҫ����Ҫ��ƫ���l��Ҳ�^�ߡ����Ľ�B��������ٳ��͙C�۽���ƫ��ϵ�y�ׂ����̆��}�Ľ�Q������
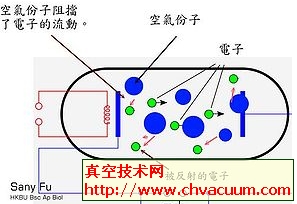
����1��������۽���ƫ�ߵ�ԭ��
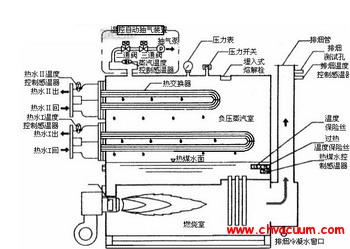
������������ٳ����O����ôž۽��ʹ�ƫ�߷�ʽ�������ͨ�^�۽��b�ú����S������R���g�Ľ��ࡢ����늉��;۽�������Pϵ��
����4���YՓ
����(1)ֱ�����˺�б������׃�Q����ЧУ��ƫ���b�������`�����������ƫ��܉�E�ľ��ȡ�
����(2)���������N�Ǿ���Ӱ푣���ƫ�߈��Ȳ������ηօ^��������С�^߅�������c�ľ۽������ƫ�D��������Ĕ�����������׃��Ҏ��Ӌ��С�^��������c�ľ۽������ƫ�D����������@���^�ߵľ��ȡ�
����(3)�۽��b�ú�ƫ���b�õČ��ſ�ܲ��÷Ǿ�ܛ�Ų��Ϸ�ĩ�ͭh����֬��ע�̻��C�ӹ���ɣ��Ƚ����˴�·�ĄӑB�p��(�������˹����l�ʌ��������c�����ŸБ����Ȍ����Pϵ��Ӱ�)������߹����l�ʡ�
����(4)�۽����@�M��ƫ�߃��@�M�Ą���Դ�Ŀ����·�����ñ���-��ݔ����ʽ���Mһ�����ƹ����l�ʌ����ָ����̖�c�����ŸБ����Ȍ����Pϵ��Ӱ푡�