�ý����f�ӹ��ſع��{(di��o)�C�U�ݼy�r(sh��)�Ĺ�ˇ����
���������f����Ͻ���?y��n)��ڸߜ��¾������õČ?d��o)��ԡ��c�������մ������õĽY(ji��)���ԡ��^�ߵď�(qi��ng)�Ⱥ͵͵�����������870�������������õĿ���׃���ܣ����Գ�����������ӹܡ����w�ܺ�늹�Դ��늘O�������U���{(di��o)�C�U�ȸ��N�ߜ��㲿�������ǽ����f�ڳ��ؠ�B(t��i)�r(sh��)Ӳ���࣬�����ӹ������^����ĽY(ji��)�ό�(sh��)�H����ӹ��r(sh��)���ߵIJ��ϡ��Ƕȡ������������x��͌�(du��)�����f��̎����ʽ���x��Ԕ��(x��)�������ý����f�ӹ��ſع��{(di��o)�C�U�ݼy�r(sh��)�鱣�C�a(ch��n)Ʒ�|(zh��)������ȡ�Ĺ�ˇ��ʩ��������f�ij��������ӹ��ṩ����Ч�ķ�����
���������f�ڻ��W(xu��)Ԫ�����ڱ������ڵ�42λ�����ڢ�B���^��Ԫ�أ��f��һ�N��(ji��n)Ӳ���yɫ���٣���Դ�ڻ��f�V(MoS2)����仯�W(xu��)�ҿ���.������ķ.ϯ����1778���״ΏĻ��f�V�з��x���f�������f�ڸߜ��¾���������������C(j��)е���ܣ����Ԟ��˝M������������������Ҫ�����������ӹ�һЩ�������1�г��˽����f����Ҫ�������Ժ͙C(j��)е���ܡ�
��1�������f����Ҫ�������Ժ͙C(j��)е����

�����ı��п��Կ��������f�������c(di��n)�ߣ�����ģ������Ûϵ��(sh��)С�����c(di��n)���f�ڸߜ���߀���^�ߵď�(qi��ng)�Ⱥ͵͵����≺�Լ����õČ�(d��o)��ԣ���870�������������õĿ���׃���ܣ����Գ�����������ӹܡ����w�ܺ�늹�Դ��늘O�������U���{(di��o)�C�U�ȸ��N�ߜ��㲿���������f�Dz��÷�ĩұ���g(sh��)����(j��ng)���ơ����Y(ji��)��呉������Ƶȹ�ˇ�Ƴɰ���Ƭ���z���(j��ng)�^�����ӹ�߀���ԫ@�ø��N�Π��������������ڽ����fӲ���࣬�ڳ����������ӹ������^������ӹ��r(sh��)�ה��ѣ���(du��)����ĥ�p��(y��n)�أ��������ȡ�����Ĺ�ˇ��ʩ�����y���a(ch��n)������Ҫ��������
1�����}�����
�����҂���Ҫ�Ĵſع��{(di��o)�C�ݗU����Y(ji��)��(g��u)��D1��ʾ��ԓ�������ֱ���駶12mm����̖(h��o)��Mo1���f���ӹ�������ļӹ������ǣ�܇��A→�Д�→ƽ���L→܇�_(t��i)�A��A→�в�→�ݼy�ӹ������@��(g��)����У��ݼy�ļӹ��y������Ǯa(ch��n)���UƷ����Ҫԭ�UƷ�������ݼy������������ݼy���Ͳ�������Ȼ���ݼy���͵��Π�ߴ羫�ȼ��������ȕ�(hu��)ֱ��Ӱ푴ſعܵ��b�侫�ȣ�Ӱ푴ſعܵĹ������ܡ�
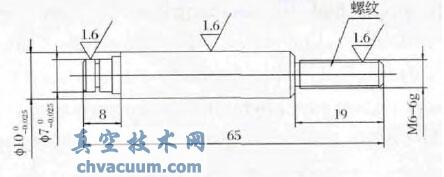
�D1���ſع��{(di��o)�C�ݗU����Y(ji��)��(g��u)
2���ӹ��ݼy�r(sh��)����������ԭ�����
�����ڼӹ��аl(f��)�F(xi��n)ԓ���ϵ��ܶ��^�ͣ�Ӳ�Ⱥܸߣ��g�Բ��(d��o)������ʹ����ͨ�����(W18Cr4V)��Ӳ�|(zh��)�Ͻ�(YG8��YG6��YW1)���ӹ��dz����y�����ȣ������r(sh��)����ǰ�����漰����ĥ�p�ܿ죬��ע����Һ��ʹ�ó��B(t��i)�²�ͬ�����������ԇ�(y��n)�����o���@�ÝM��Ч����һ����A��Ƭ�ӹ����^4��������Q;���������ڵ�������ĥ�p�r(sh��)�����F(xi��n)����ȱ��;��A������ӹ��ھ�܇�������h����r�¿ɻ����M��D��Ҫ���ڼӹ�M6-6g�ݼy�r(sh��)���ð����z�ӹ��r(sh��)Ť�ش��A�o������(y��n)�ص������ڲ��ϵ������ԣ��ݼy��(hu��)�a(ch��n)����(y��n)�ص���ȱ�ݣ�ʹ���Ͳ�������ʹ�ð����o���ӹ����ϸ�Įa(ch��n)Ʒ����܇����ʹ���ݼy܇��܇���ݼy�����߲��ø����(W18Cr4V)��ʹ�õ���(50r/min)�ӹ������ߺܿ��_(d��)��ĥ�p�O�ޣ�����Ч���dz������룬����Ӳ�|(zh��)�Ͻ�YG8��YG6��YW1�Ⱥ��ӵ��ߣ�ʹ��900r/min���¸��D(zhu��n)��ԇ�(y��n)��Ч��Ҳ�������룬�ݼy�ӹ���������ʼ�K�o�����⡣ͨ�^��(du��)�����ԇ�(y��n)����(j��ng)�����J(r��n)������ݼy��������������ݼy���Ͳ������������У�
����(1)�f���ϱ����Ƿ�ĩ���Y(ji��)���ɣ�����^�࣬���ϱ����������ܣ������ִ��������^���У����ȏĽM�����ɲ�λ�_ʼ�Ʉ�(d��ng)�����F(xi��n)���Ѽy���Ķ�����˴�Ƭ“Ó�x”�������F(xi��n)���^���F(xi��n)�����ݼy���Ͳ�������
����(2)�f���ϵ�Ӳ�ȸߣ��ڳ����´��Դ��a(ch��n)���ӹ�Ӳ�����������ڼӹ��ݼy�r(sh��)������߅���O�װl(f��)�������ѡ����ȬF(xi��n)�Ķ�Ӱ푼ӹ��|(zh��)����
����(3)�f��ճ���Դ������r(sh��)���c����ǰ������l(f��)��ճ��;����ģ���Ե������������ӹ�Ӳ���A���(y��n)�أ�ʹ���������������ض����ߣ���(d��ng)�Ե��������^���w�w��֮�g�ĽY(ji��)�Ϗ�(qi��ng)�ȕr(sh��)�����ӹ�����O�װl(f��)�������ѡ����ȬF(xi��n)��
����ᘌ�(du��)���f���ϼӹ��ݼy��ɵ������������N���أ��҂��J(r��n)��ͨ�^��(du��)�f�M(j��n)����̎������׃���ϵĽ���M�����Ķ������f���ϵij��������ӹ��������°빦�������x���������x�ú��m�ĵ��߲��ϡ����ߎνǶȡ����������������͌�(du��)�����^��ʩ����s�������Ϳ��Ը����f���ϵļӹ���r�����^�������a(ch��n)���ϸ������������(y��n)�C�҂����뷨���҂����M(j��n)���������ԇ�(y��n)��
4���Y(ji��)Փ
����ԇ�(y��n)�Y(ji��)���������҂�ǰ�挦(du��)�f���������M(j��n)�еķ��������_�ģ����x��������ӹ�Ҏ(gu��)�����^��������ȡ�ğ�̎����ʩ��(d��ng)���F(xi��n)���҂�?c��)����f���ϼӹ�����r(sh��)�����˵õ��^�ߵĮa(ch��n)Ʒ�|(zh��)������ߵ��ߵ����öȺ̈́ڄ�(d��ng)���a(ch��n)�ʣ���Ҫ���M(j��n)���˻�̎����Ȼ�����M(j��n)�������ӹ����^�L�r(sh��)�g�Č�(sh��)�`�Y(ji��)��Ҳ�C��(sh��)�҂��F(xi��n)������ȡ��ˇ�����_�ԣ��@��(g��)��ˇ��ʹ�ã��鹤�S��(chu��ng)����Ч�档
5�����h
����������ͨ�f��������(du��)���ɣ���Ӳ���ӹ��r(sh��)������Ҫ�Y(ji��)�ϟ�̎����߀��(y��ng)ԓ��(j��ng)��ĥ�����@�r(sh��)�M�ܼӹ������ݼy���^�|(zh��)���ѽ�(j��ng)�ܺã�������?y��n)���ͨ�f���ϱ������ɡ���Ӳ�����c(di��n)����(du��)��ʹ�]�е������ݼy������ʹ�Õr(sh��)�Ŀɿ����҂�Ҳ�������ɣ���(d��n)�ļӹ�����ϑ�(y��ng)���l(f��)��׃�������[���Ѽy�Ĵ��ڣ���ʹ���^���аl(f��)���ݼyʧЧ����˽��hʹ�ò������a(ch��n)�S�ҽ�(j��ng)�^�ߜ�̎����ˇ���Ե��f�ӹ��м�(x��)С�Y(ji��)��(g��u)���f�������C(j��)е�ӹ����Դ����������Ʒ�ʺͿɿ��������ñ��C���C�Ͻ�(j��ng)��(j��)Ч��Ҳ������ͨ�f����һЩ��







