H13ģ��䓵ğ�̎�팍(sh��)�`
����H13ģ��䓽�(j��ng)�^(gu��)��̎�����ԫ@�Ã�(y��u)�������ܣ��T��ߏ�(qi��ng)�ȡ��tӲ�Լ��ߵě_���g��ֵ���Ľ���H13��Ļ��W(xu��)�ɷ����֣���(du��)�x�øߜ����˻𡢴���λػ������f(shu��)�����ṩ�˹�ˇ��(sh��)��(j��)�����ڽY(ji��)Փ�нo�������a(ch��n)��(sh��)�`�Ы@�õ���l��(j��ng)�(y��n)��
����
����H13��LJ�(gu��)�H�ϏV����(y��ng)�õ�һ�N����ģ��䓣���?y��n)�ߜ��¾������õě_���g�ԡ���ĥ�ԡ���չ�ԡ���Ӳ�Զ���(y��ng)���ډ��Tģ�����ģ���D��ģ�����졣���Ľ�B����H13䓸�呺�ğ�̎����ˇ��
1��䓵Ļ��W(xu��)�ɷ�
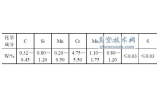
����H13 �������(gu��)��(gu��)�Ҙ�(bi��o)��(zh��n)ANSI�̖(h��o)���ஔ(d��ng)���Ї�(gu��)GB/T1299�е�4Cr5MoSiV1��H13�����Cr��Mo��Si��V �ȺϽ�Ԫ��[1]��Ҋ(ji��n)��1������SiԪ�ز��γ�̼���Cr��Mo��V���NԪ�ؾ���(hu��)�c̼�Y(ji��)���γ�����̼����@Щ����̼�����(hu��)���䓵��ͻػ��ԡ�
��1 H13ģ��䓵Ļ��W(xu��)�ɷ�

����Cr��Ӱ푣�Cr���c̼�Y(ji��)���γ�����̼�����(d��ng)�t��̼��������ڊW���w�У���������^(gu��)��W���w�ķ�(w��n)���ԡ���(d��ng)���������R���w�������������ػ����������M(j��n)����Ӳ��Ч��(y��ng)���^���Cr��ҪĿ�������H13䓵Ĵ��ԡ��ߜ؏�(qi��ng)�ȺͿ��ߜ���������[2]��
����Mo��Ӱ푣�MoҲ��̼�����γ�Ԫ�أ���H13��п����䓵Ļػ�(w��n)���Ժ���ĥ�ԡ�
����Si��Ӱ푣����䓵ď�(qi��ng)�ȡ�Ӳ�ȼ��ͻػ��ԣ�ͬ�r(sh��)������̎���t��(n��i)������ա�
����V��Ӱ푣�����䓵��^(gu��)�������ԣ����䓵Ļػ�(w��n)���Լ�����Ӳ��Ч��(y��ng)����ɢ�ֲ���̼���C�|(zh��)�c(di��n)�ܴ�����䓵���ĥ�ԡ�
2����̎����ˇ�x��
2.1���R���c(di��n)
������̎��ضȡ���s��ʽ?j��ng)Q����䓵��R���D(zhu��n)׃�c(di��n)�c�Ȝ��D(zhu��n)׃�D��1)H13 ��R���c(di��n)��Ac1��850~885 �棬Ac3��910 �档2)��s�D(zhu��n)׃�R���c(di��n)��Ar1��700��;Ar3��820 ��;Ms��335 �档3)�W���w���ضȣ�1 010 ��
2.2���˻�
�������ˌ�(du��)H13�呼�������(y��ng)�������ƽM������(x��)������������Ӳ�ȡ����ڙC(j��)�ӹ�����Ҫ�M(j��n)���˻�̎����H13 �Ͻ�Ԫ���^�࣬�ӟ�r(sh��)�D(zhu��n)׃�^�����ʲ����ó�Ҏ(gu��)�˻����(y��ng)���øߜ����˻�ʹ�Ͻ�̼�����γɾ���������w���õ���(x��)��������w�M�����ߜ����˻�ضȑ�(y��ng)�Ը���䓵ļӟ��R���c(di��n)�ض�Ac1����ԓ�ض����M(j��n)�б��أ������ڱ���δ��̼�����|(zh��)�c(di��n)������s�^(gu��)�����@Щ�|(zh��)�c(di��n)���ɳɞ�����M���ľ��ˣ����C�õ�����(x��)С������M����
�������˻����s�^(gu��)���Б�(y��ng)ԓ����׃�c(di��n)Ar�^(q��)��Ȝ�̎������ʹ��(x��)��������w�γɲ�������̼����ۼ��鼚(x��)С�w�����Ķ�����Ӳ�ȣ����ڙC(j��)�ӹ���
2.3�����
����H13䓾������õĴ��ԣ���(du��)С��150 mm�������ʹ��܉�?q��)��F(xi��n)�����Ӳ�ȡ�������к���Mn��SiԪ���������������cÓ̼�������a(ch��n)��(sh��)�`�У����h�����}ԡ���ɿؚ�՟�̎������՟�̎���ȣ�Ҳ�����ø��w���Ϳ���M(j��n)�з�Ó̼���o(h��)��
�������ض��x��1 030 �� �ܫ@��Ӳ��54~55 HRC�����^(gu��)1 040 �澧���_(k��i)ʼ�L(zh��ng)�����]��̎��ضȷ���1 030~1 040 �档ͬ�r(sh��)��(y��ng)�eע����t�r(sh��)��(y��ng)�A(y��)����Ac3 ����20~30 ��(950~980 ��)�ԜpС��(y��ng)�����У��Ķ������_(k��i)�ѡ�
2.4���ػ�
��������������(y��ng)�������H13呼��ߜ��µ��g�Ա���M(j��n)�иߜػػ�����H13��кϽ�Ԫ�����õ��ͻػ��ԺͶ���Ӳ�����ã����ö��λػ�����ģ�߉������ػ�ض�(580±20)��@��Ӳ��47~52 HRC���ػ��ĽM����ػ��R���w����������̼���
3���Y(ji��)Փ
����H13��ڟ�̎����������õļtӲ�ԡ��ߜ��g�Լ�����ƣ���ԡ����˴_����̎�����|(zh��)�������a(ch��n)�Б�(y��ng)ע�������c(di��n)��
����1)ԭ���ϵęz�(y��n)���������^ȱ�ݙz�飬���r(sh��)�l(f��)�F(xi��n)�T��A�������Ŀs�ס��ۯB�������Ѽy��ȱ�ݡ�
����2)呼�呺�(y��ng)�S�t��s���䣬�����r(sh��)�M(j��n)���˻�̎����
����3)��H13�������Ó̼�����ģ����(y��ng)�m��(d��ng)���Ӽӹ������������l(f��)��ܛ�c(di��n)��
����4)ģ�߷�������M(j��n)�е͜��˻�������´����������_(k��i)�ѡ�
����5)��̎���^(gu��)���Б�(y��ng)��(y��n)�������I(y��)ָ��(d��o)��(sh��)��(zh��)�в�����
�����īI(xi��n)
����[1] �w��ʢ.ģ�߲��ϼ���̎���փ�(c��)[M].����:�C(j��)е���I(y��)������,2008: 337.
����[2] ����(gu��)���ٌW(xu��)��(hu��). �����փ�(c��)[M]. ��9��.����: �C(j��)е���I(y��)������,1991��127-128.